Thợ hàn là những người rất cần thiết và được kính trọng trên toàn thế giới. Công việc quý giá của họ hiện diện trong hầu hết mọi khía cạnh của cuộc sống. Với sự đa dạng và phong phú của các dự án mà một thợ hàn có thể đảm nhận, việc nắm rõ phương pháp hàn nào phù hợp nhất với mình là điều vô cùng quan trọng. Trước đây, chúng tôi đã từng đề cập đến các loại hàn (như trong hướng dẫn “Trở thành thợ hàn” của chúng tôi), nhưng lần này, chúng tôi sẽ tập trung vào các tư thế hàn khác nhau.
Tại sao chúng ta cần các tư thế hàn khác nhau?
Các tư thế hàn khác nhau thể hiện cách thức mà thợ hàn sẽ thực hiện mối hàn, và chúng được phân tích dựa trên các thông số khác được xem xét khi thực hiện mối hàn. Tư thế hàn là yếu tố then chốt để xác định mức độ kỹ năng cần thiết của thợ hàn, chính vì vậy chúng đóng vai trò vô cùng quan trọng trong Chứng chỉ Hàn.
Yếu tố quan trọng thứ hai quyết định vị trí hàn là bộ các thông số kỹ thuật của mối hàn cần thực hiện. Vị trí hàn được lựa chọn phải được phối hợp hoàn hảo với các thông số còn lại để đảm bảo chất lượng và độ bền của mối hàn.
Có bao nhiêu vị trí khác nhau?
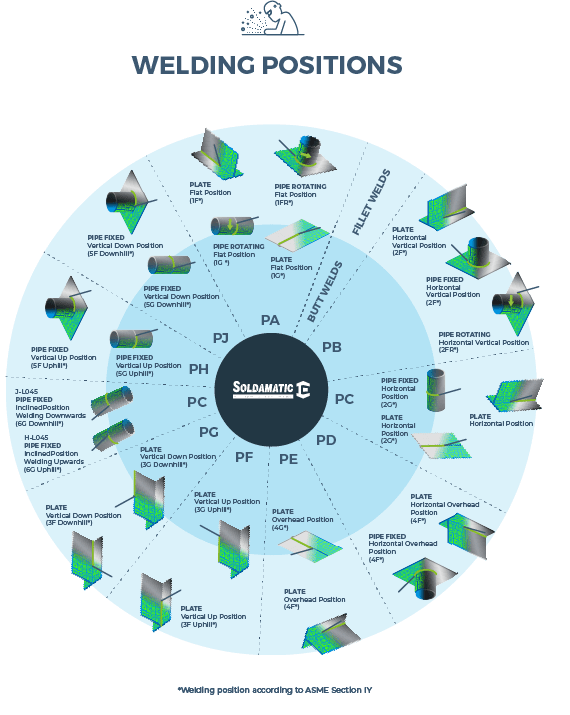
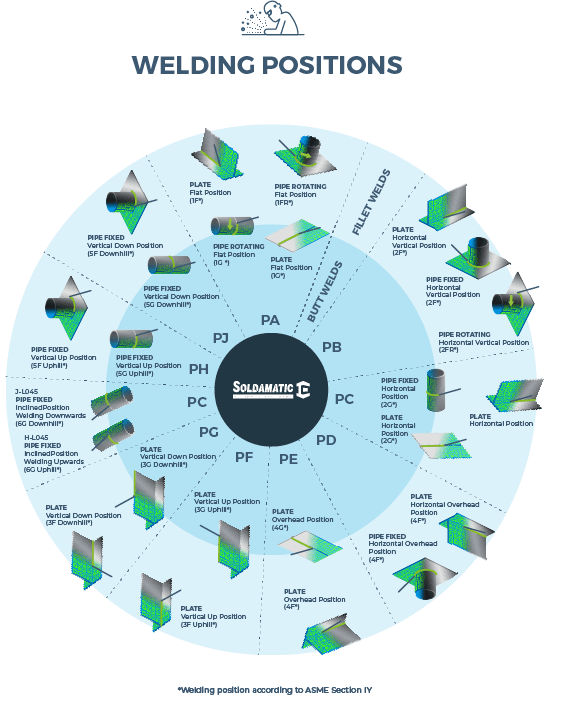
Việc phân loại các tư thế hàn đã được tiêu chuẩn hóa, và các tiêu chuẩn được sử dụng phổ biến nhất là ASME và EN. Các tư thế hàn chính bao gồm:
–Căn hộ (PA)
–Góc (PB)
–Ngang (PC)
–Dọc (Có thể là hướng lên hoặc hướng xuống)
–Chi phí quản lý (PE)
Chúng ta còn cần biết thêm những gì về bốn tư thế hàn khác nhau?
Bốn tư thế hàn là những kỹ thuật cho phép thợ hàn nối các kim loại lại với nhau bất kể vị trí của kim loại hoặc chi tiết đó nằm ở đâu.
Chúng tôi đã sắp xếp chúng theo mức độ khó, và đây cũng chính là thứ tự mà bạn nên học và luyện tập.
Vị trí phẳng:
Đây là kiểu hàn đơn giản nhất và cũng là tư thế hàn đầu tiên bạn sẽ học khi bước chân vào ngành này. Vật liệu kim loại được đặt trên một bề mặt phẳng và tia hàn (lửa hàn) di chuyển ngang qua mối hàn. Nhờ đó, mặt trên của mối nối được hàn trong khi vật liệu nóng chảy chảy xuống các mép và rãnh.
Việc hàn phải được thực hiện với chuyển động được kiểm soát, làm nóng chảy các thành tấm để tạo ra một vũng kim loại lỏng nhỏ. Việc làm nóng quá mức vũng kim loại lỏng có thể gây ra hiện tượng cháy kim loại, làm giảm độ bền của mối hàn.
Vị trí góc:
Vị trí PB có thể được chuyển đổi thành một trong các vị trí đã mô tả ở trên, với một đặc điểm hình học riêng biệt. Vị trí này có thể được chuyển đổi thành mối hàn nằm ngang với góc tương đối 90°. Do đặc điểm hình học đặc thù của vùng cần nung chảy và hàn, nên trong loại vị trí này chỉ sử dụng các thông số điện cao hơn so với các vị trí đã mô tả trước đó.
Vị trí ngang:
Trong trường hợp này, trục hàn nằm ngang, và cách thực hiện vị trí hàn này sẽ chủ yếu phụ thuộc vào loại mối hàn mà bạn chọn. Nên sử dụng mối hàn góc hoặc mối hàn rãnh, nhưng cả hai đều được thực hiện theo cách khá khác nhau và đòi hỏi một số kỹ năng cũng như sự khéo léo.
Một vấn đề mà bạn có thể gặp phải là kim loại nóng chảy có thể chảy xuống phía dưới của mối hàn. Điều này khiến nhiệt độ tăng lên phía trên và tạo ra lớp kim loại đọng đều. Một thợ hàn lành nghề sẽphân phối nhiệt đều hơn để ngăn không cho vũng kim loại chảy xuống.
Vị trí dọc:
Trong trường hợp này, cả đường hàn và tấm kim loại đều được đặt theo chiều dọc; tuy nhiên, như bạn có thể hình dung, điều này có thể khiến kim loại nóng chảy chảy xuống và đọng lại tại một điểm ở phía dưới. Giải pháp là hàn ở tư thế thẳng đứng hướng lên, nghiêng mỏ hàn khoảng 45 độ. Bạn cũng nên cân nhắc giữ que hàn ở giữa ngọn lửa và vũng kim loại nóng chảy để đảm bảo đường hàn chất lượng cao với lượng kim loại chảy tràn tối thiểu.
Loại mối hàn này có thể khá phức tạp và không được khuyến khích cho những người mới bắt đầu.
Vị trí trên cao:
Đây là tư thế hàn phức tạp nhất, trong đó người thợ phải thực hiện mối hàn ở mặt dưới của mối nối. Sẽ có hai tấm kim loại nằm phía trên người thợ, buộc họ phải điều chỉnh tư thế một cách khéo léo để tiếp cận các mối nối. Một thách thức tiềm ẩn là hiện tượng kim loại bị chùng xuống, tạo thành một vòm lồi. Tất nhiên, điều này là không mong muốn, nhưng có thể tránh được, miễn là thợ hàn không để vũng kim loại nóng chảy trở nên quá lớn. Vấn đề này có thể được khắc phục bằng cách hàn một cách kiên nhẫn và để kim loại đông cứng lại nếu vũng kim loại bắt đầu trở nên quá lớn
 Yêu cầu tuyển dụng đối với các vị trí khác nhau
Yêu cầu tuyển dụng đối với các vị trí khác nhau
Tất cả các lý thuyết và thông tin về góc độ này đều là yếu tố then chốt để xác định vị trí hàn; tuy nhiên, khi thực tế diễn ra, hướng thực tế của đường hàn có thể dao động trong một phạm vi nhất định, vậy điều này ảnh hưởng như thế nào đến vị trí hàn?
Ví dụ, có thể gặp các mối hàn cần được hàn ở vị trí nằm ngang (tức là vuông góc với mặt phẳng ngang) nhưng lại có độ nghiêng 10°/15°. Các mối hàn này được xem xét như thế nào và vị trí nào được đề cập trong những trường hợp này?
Các quy định về giới hạn áp dụng đối với các vị trí sẽ giúp chúng ta xác định tiêu chuẩn tham chiếu phù hợp cần áp dụng cho mối hàn cụ thể đó.
| Vị trí | Góc nghiêng trục | Xoay |
| Căn hộ | 0º – 15º | 150º – 210º |
| Ngang | 0º – 15º | 80º – 150º 210º – 280º |
| Chi phí gián tiếp | 0º – 80º | 0º – 80º 210º – 360º |
| Dọc | 15º – 80º 80º – 90º | 80º – 280º 0º – 360º |

Hiểu về các ký hiệu hàn khác nhau
Các kiến trúc sư có thể ghi các ký hiệu hàn trên bản vẽ kỹ thuật để hỗ trợ thợ hàn. Bạn nên làm quen với các ký hiệu này.
| Biểu tượng hàn | Vị trí hàn | Loại mối hàn |
| 1 F | Vị trí nằm ngửa | Mối hàn góc |
| 1 G | Vị trí nằm ngửa | Mối hàn rãnh |
| 2 F | Vị trí ngang | Mối hàn góc |
| 2 G | Vị trí ngang | Mối hàn rãnh |
| 3 F | Vị trí dọc | Mối hàn góc |
| 3 G | Vị trí dọc | Mối hàn rãnh |
| 4 F | Vị trí trên cao | Mối hàn góc |
| 4 G | Vị trí trên cao | Mối hàn rãnh |
Xử lý các mối hàn phức tạp
Theo thời gian, khi bạn ngày càng tích lũy được nhiều kinh nghiệm hơn, bạn không chỉ nắm vững các tư thế hàn khác nhau mà còn nhận ra rằng khi đối mặt với các tình huống hàn thực tế, bạn sẽ tự nhiên biết phải làm gì. Điều quan trọng là bạn cần thực hành từng kỹ thuật hàn trong môi trường an toàn để có đủ kiến thức và kinh nghiệm thực hiện chúng một cách thành công.
Với Soldamatic, phần mềm mô phỏng hàn đầu tiên trên thế giới được hỗ trợ bởi công nghệ Thực tế tăng cường (AR), bạn có thể luyện tập tất cả các tư thế hàn khác nhau mà không gặp bất kỳ hạn chế nào. Công nghệ Thực tế tăng cường cho phép bạn thực hành mà không lãng phí vật liệu hay vật tư tiêu hao, đồng thời giúp tạo ra nhiều bài tập hàn đa dạng, từ đó giúp bạn thành thạo mọi tư thế và yêu cầu hàn. Bạn có thể tìm hiểu thêm về sản phẩm tại đây.
