Tukang las sangat dibutuhkan dan dihormati di seluruh dunia. Hasil kerja mereka yang berharga dapat dilihat di hampir setiap aspek kehidupan. Mengingat beragamnya jenis proyek yang dapat ditangani oleh seorang tukang las, sangatlah penting bagi mereka untuk mengetahui teknik pengelasan mana yang paling sesuai. Sebelumnya, kami telah membahas jenis-jenis pengelasan (seperti yang dijelaskan dalam panduan "Menjadi Tukang Las" kami), namun kali ini, kami akan membahas berbagai posisi pengelasan.
Mengapa kita memerlukan berbagai posisi pengelasan?
Berbagai posisi pengelasan menggambarkan cara seorang tukang las melakukan pengelasan, dan posisi-posisi tersebut dianalisis berdasarkan parameter-parameter lain yang dipelajari saat melakukan pengelasan. Posisi pengelasan merupakan faktor kunci dalam menentukan tingkat keterampilan yang dibutuhkan dari seorang tukang las; itulah sebabnya posisi pengelasan menjadi bagian yang sangat penting dalam Sertifikasi Pengelasan.
Unsur utama kedua yang menentukan posisi pengelasan adalah serangkaian parameter fisik dari sambungan las yang akan dibuat. Posisi pengelasan yang dipilih harus selaras sepenuhnya dengan parameter-parameter lainnya guna menjamin kualitas dan ketahanan sambungan las.
Berapa banyak jenis posisi yang ada?
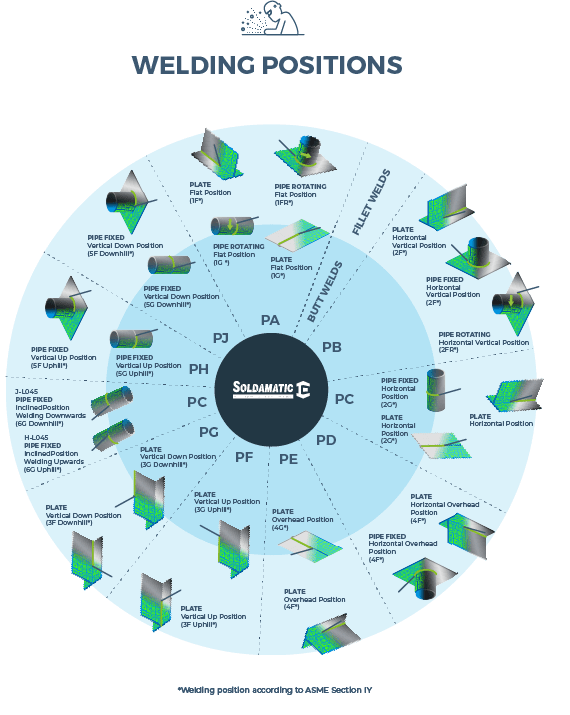
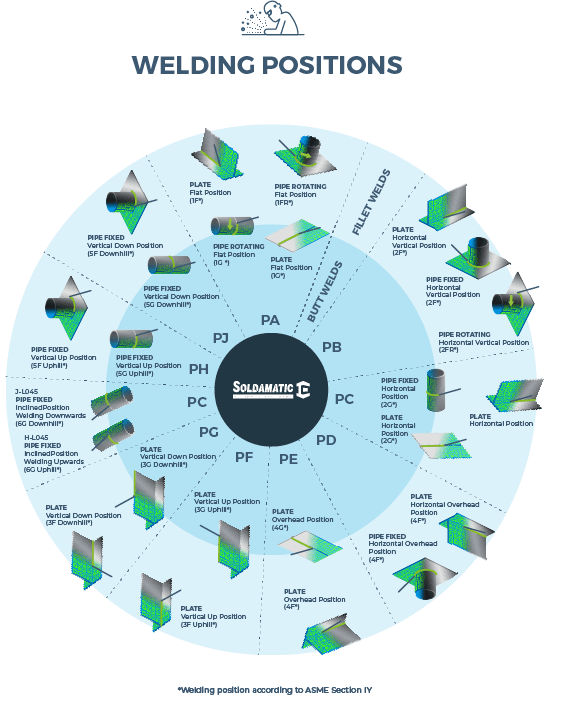
Penetapan posisi pengelasan telah distandarisasi, dan standar yang paling umum digunakan adalah ASME dan EN. Posisi pengelasan utama adalah:
–Apartemen (PA)
–Sudut (PB)
–Horizontal (PC)
–Vertikal (Bisa naik atau turun)
–Biaya overhead (PE)
Apa lagi yang perlu kita ketahui tentang keempat posisi pengelasan tersebut?
Keempat posisi pengelasan tersebut merupakan teknik yang memungkinkan tukang las untuk menyambungkan logam, terlepas dari lokasi logam atau komponen tersebut.
Kami telah mengurutkannya berdasarkan tingkat kesulitan, yang juga merupakan urutan yang sebaiknya Anda ikuti saat mempelajarinya dan mempraktikkannya.
Posisi Datar:
Ini adalah jenis pengelasan yang paling mudah dilakukan dan merupakan posisi pengelasan pertama yang akan Anda pelajari saat memasuki industri ini. Logam diletakkan di atas permukaan datar, dan busur las (api) bergerak melintasi sambungan secara horizontal. Dengan demikian, sisi atas sambungan dilas sementara bahan yang meleleh mengalir ke bawah menuju tepi dan alur sambungan.
Pengelasan harus dilakukan dengan gerakan yang terkendali, melelehkan dinding pelat untuk membentuk genangan logam yang kecil. Pemanasan berlebihan pada genangan logam tersebut dapat menyebabkan kerusakan logam yang mengurangi kekuatan sambungan las.
Posisi Sudut:
Posisi PB dapat diubah menjadi salah satu posisi yang dijelaskan di atas, dengan karakteristik geometris tertentu. Posisi ini dapat diubah menjadi las datar dengan sudut geometris relatif sebesar 90°. Karena karakteristik geometris yang akan dilelehkan dan dilas, pada posisi ini hanya digunakan nilai arus listrik yang lebih tinggi dibandingkan dengan posisi-posisi lain yang telah dijelaskan sebelumnya.
Posisi Horizontal:
Dalam situasi ini, sumbu las berada pada posisi horizontal, dan cara Anda melakukan posisi las ini akan sangat bergantung pada jenis las yang Anda pilih. Disarankan untuk menggunakan las sudut atau las alur, namun keduanya dilakukan dengan cara yang cukup berbeda, serta memerlukan keterampilan dan tantangan tersendiri.
Salah satu masalah yang mungkin Anda hadapi adalah logam cair dapat mengalir ke bagian bawah sambungan. Hal ini menyebabkan panas naik ke bagian atas dan membentuk endapan yang merata. Seorang tukang las yang terampil akanmendistribusikan panas secara lebih merata untuk mencegah genangan logam mengalir ke bawah.
Posisi Vertikal:
Dalam hal ini, baik sambungan las maupun pelat dipasang secara vertikal; namun, seperti yang dapat Anda bayangkan, hal ini dapat menyebabkan logam cair mengalir ke bawah dan menumpuk di satu titik di bagian bawah. Solusinya adalah melakukan pengelasan dalam posisi vertikal ke atas, dengan memiringkan obor sekitar 45 derajat. Anda juga sebaiknya memegang batang las di antara nyala api dan genangan logam cair agar menghasilkan sambungan las yang baik dengan aliran berlebih seminimal mungkin.
Jenis pengelasan ini bisa jadi rumit dan tidak disarankan untuk pemula yang benar-benar baru.
Posisi di Atas Kepala:
Posisi pengelasan overhead adalah yang paling rumit di antara semuanya, karena melibatkan pengelasan pada bagian bawah sambungan. Akan ada dua potong logam yang berada di atas pengelas, sehingga mereka harus menyesuaikan posisi tubuh dengan cermat agar dapat menjangkau sambungan tersebut. Salah satu tantangan yang mungkin muncul adalah logam yang meloroh, yang menyebabkan terbentuknya tonjolan. Tentu saja, hal ini tidak diinginkan, tetapi dapat dihindari, selama tukang las tidak membiarkan genangan logam cair menjadi terlalu besar. Masalah ini dapat diatasi dengan melakukan pengelasan secara sabar dan membiarkan logam mengeras jika genangan mulai membesar.
 Batasan pendaftaran untuk berbagai posisi
Batasan pendaftaran untuk berbagai posisi
Semua teori sudut dan informasi ini sangat penting dalam menentukan posisi pengelasan; namun, pada saat-saat kritis, orientasi sebenarnya dari sambungan las dapat berbeda hingga beberapa derajat. Lalu, bagaimana hal ini memengaruhi posisi pengelasan?
Misalnya, ada sambungan yang seharusnya dilas dalam posisi datar (yaitu pada sudut 0° terhadap bidang horizontal) namun memiliki kemiringan 10°/15°. Bagaimana sambungan-sambungan ini diperlakukan, dan posisi apa yang dimaksud dalam kasus-kasus tersebut?
Peraturan yang mengatur batas-batas yang berlaku untuk posisi-posisi tersebut akan menjadi pedoman bagi kita dalam menentukan referensi yang tepat yang harus digunakan untuk sambungan las yang dimaksud.
| Posisi | Kemiringan Sumbu | Rotasi |
| Datar | 0° – 15° | 150° – 210° |
| Horizontal | 0° – 15° | 80° – 150° 210° – 280° |
| Biaya overhead | 0° – 80° | 0° – 80° 210° – 360° |
| Vertikal | 15° – 80° 80° – 90° | 80º – 280º 0º – 360º |

Memahami berbagai simbol pengelasan
Arsitek mungkin mencantumkan simbol pengelasan pada gambar kerja mereka untuk memudahkan para tukang las. Disarankan agar Anda memahami kode-kode tersebut.
| Simbol Pengelasan | Posisi Pengelasan | Jenis Las |
| 1 F | Posisi datar | Las fillet |
| 1 G | Posisi datar | Las alur |
| 2 F | Posisi horizontal | Las fillet |
| 2 G | Posisi horizontal | Las alur |
| 3 F | Posisi vertikal | Las fillet |
| 3 G | Posisi vertikal | Las alur |
| 4 F | Posisi di atas kepala | Las fillet |
| 4 G | Posisi di atas kepala | Las alur |
Mengatasi sambungan las yang rumit
Seiring berjalannya waktu, seiring bertambahnya pengalaman Anda, Anda tidak hanya akan mempelajari berbagai posisi pengelasan, tetapi Anda juga akan menyadari bahwa saat menghadapi situasi pengelasan di dunia nyata, Anda akan secara naluriah tahu apa yang harus dilakukan. Yang terpenting adalah Anda berlatih setiap teknik pengelasan di lingkungan yang aman agar Anda memiliki pengetahuan dan pengalaman yang cukup untuk melakukannya dengan sukses.
Dengan Soldamatic, simulator las berbasis Augmented Reality (AR) pertama di dunia, Anda dapat berlatih semua posisi las tanpa batasan. Teknologi Augmented Reality ini memungkinkan Anda berlatih tanpa membuang bahan atau perlengkapan, serta memungkinkan Anda membuat berbagai latihan las yang akan membantu Anda menguasai semua posisi dan persyaratan las. Anda dapat mengetahui lebih lanjut di sini.
