Lassers zijn wereldwijd hard nodig en worden zeer gewaardeerd. Hun waardevolle werk is in vrijwel elk aspect van het leven terug te vinden. Gezien de grote verscheidenheid aan projecten die een lasser kan uitvoeren, is het van cruciaal belang dat hij weet welke lastechniek het meest geschikt is. In het verleden hebben we al eens geschreven over lastechnieken (zoals te lezen is in onze gids ‘Lasser worden’), maar deze keer gaan we in op de verschillende lasposities.
Waarom zijn er verschillende lasposities nodig?
De verschillende lasposities geven aan hoe de lasser de las zal uitvoeren, en worden beoordeeld in samenhang met de overige parameters die bij het uitvoeren van een las in aanmerking worden genomen. De laspositie is bepalend voor het vaardigheidsniveau dat van de lasser wordt verwacht; daarom vormen ze zo’n belangrijk onderdeel van de lascertificering.
Het tweede belangrijke element dat bepalend is voor de laspositie, is de reeks fysieke parameters van de uit te voeren las. De gekozen laspositie moet perfect zijn afgestemd op de overige parameters om de kwaliteit en de sterkte van de las te waarborgen.
Hoeveel verschillende functies zijn er?
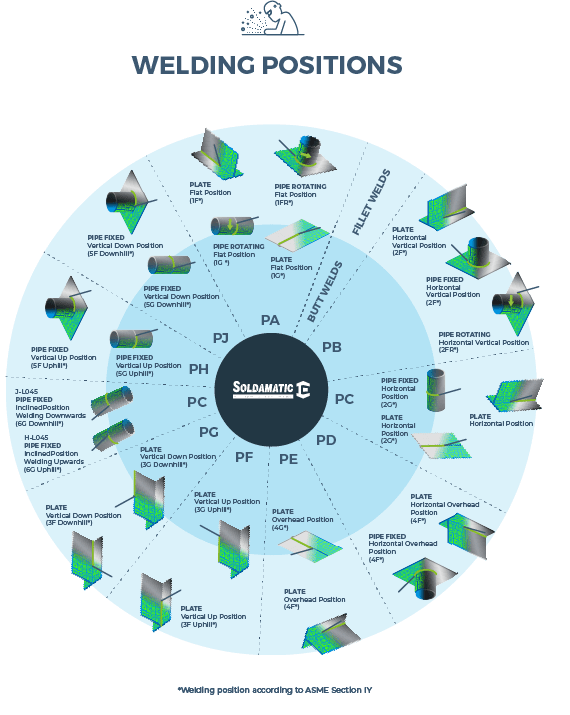
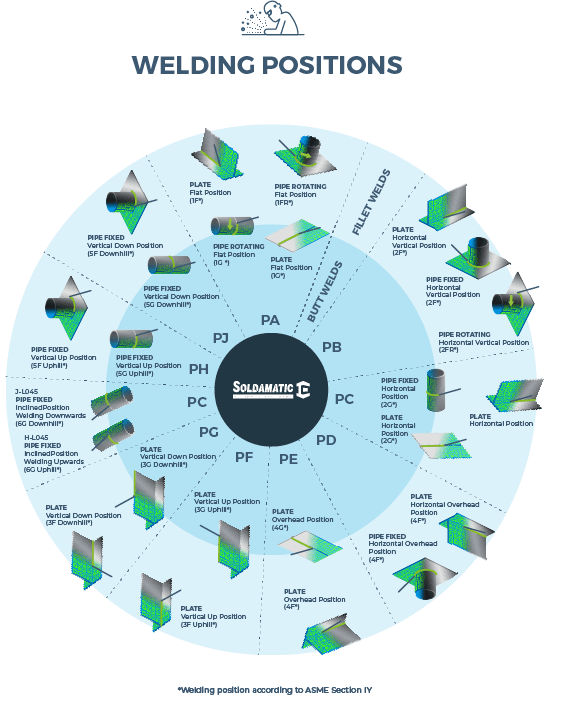
De aanduiding van lasposities is gestandaardiseerd, en de meest gangbare normen zijn ASME en EN. De belangrijkste lasposities zijn:
–Flat (PA)
–Angle (PB)
–Horizontaal (pc)
–Verticaal (kan zowel opwaarts als neerwaarts zijn)
–Overhead (PE)
Wat moeten we nog meer weten over de vier verschillende lasposities?
De vier lasposities zijn technieken waarmee lassers metalen kunnen verbinden, ongeacht waar het metaal of het onderdeel zich bevindt.
We hebben ze gerangschikt op moeilijkheidsgraad; dat is ook de volgorde waarin je ze het beste kunt leren en oefenen.
Vlakke positie:
Dit is de eenvoudigste lastechniek en de eerste laspositie die je leert als je in deze branche begint. Het metaal wordt op een vlakke ondergrond gelegd en de lasboog (de vlam) beweegt horizontaal over de lasnaad. De bovenkant van de verbinding wordt zo gelast, terwijl het gesmolten materiaal naar beneden sijpelt in de randen en groeven.
Het lassen moet met een gecontroleerde beweging gebeuren, waarbij de wanden van de plaat worden gesmolten om een klein smeltbad te vormen. Oververhitting van het smeltbad kan metaalverbranding veroorzaken, waardoor de sterkte van de las afneemt.
Hoekpositie:
De PB-positie kan worden omgezet in een van de hierboven beschreven posities, met een specifiek geometrisch kenmerk. Deze positie kan worden omgezet in een vlakke las met een relatieve geometrische hoek van 90°. Vanwege de specifieke geometrie die moet worden gesmolten en gelast, worden bij dit soort posities uitsluitend hogere elektrische waarden gebruikt dan bij de andere tot nu toe beschreven posities.
Horizontale positie:
In deze situatie is de lasas horizontaal, en hoe je deze laspositie uitvoert, hangt grotendeels af van het type las dat je kiest. Een hoeklas of een groeflas wordt aanbevolen, maar beide worden heel anders uitgevoerd en vergen enige vaardigheid en inzet.
Een probleem dat zich kan voordoen, is dat het gesmolten metaal naar de onderkant van de lasnaad kan zakken. Hierdoor stijgt de warmte naar de bovenkant, waardoor een gelijkmatige laslaag ontstaat. Een ervaren lasser zalde warmte gelijkmatigerverdelen om te voorkomen dat de smeltbad naar beneden loopt.
Verticale positie:
In dit geval staan zowel de lasnaad als de plaat verticaal, maar zoals u zich kunt voorstellen, kan dit ertoe leiden dat het gesmolten metaal naar beneden stroomt en zich onderaan op één plek ophoopt. De oplossing is om in een opwaartse verticale positie te lassen, waarbij u de toorts in een hoek van ongeveer 45 graden houdt. U kunt ook overwegen om de lasstaaf tussen de vlam en het smeltbad te houden, zodat u een goede las krijgt met zo min mogelijk afvloeiing.
Dit soort laswerk kan lastig zijn en wordt afgeraden voor absolute beginners.
Positie boven het hoofd:
De meest complexe laspositie van allemaal is het bovenhands lassen, waarbij aan de onderkant van een verbinding wordt gelast. Er bevinden zich dan twee metalen delen boven de lasser, waardoor deze zich op een slimme manier moet draaien om bij de verbindingen te kunnen komen. Een mogelijk probleem is het doorhangen van het metaal, waardoor een bolvorm ontstaat. Dit is natuurlijk ongewenst, maar het is te voorkomen, zolang de lasser niet toestaat dat de smeltbad te groot wordt. Dit probleem kan worden opgelost door geduldig te lassen en het metaal te laten stollen als het smeltbad te groot begint te worden
 Sollicitatievoorwaarden voor de verschillende functies
Sollicitatievoorwaarden voor de verschillende functies
Al deze theorieën en informatie over hoeken zijn essentieel voor het bepalen van de lasposities, maar als het erop aankomt, kan de werkelijke oriëntatie van de las enkele graden afwijken. Welke invloed heeft dit dan op de laspositie?
Zo kan het bijvoorbeeld voorkomen dat verbindingen die in een vlakke positie (d.w.z. onder een hoek van 0° ten opzichte van het horizontale vlak) moeten worden gelast, een helling van 10°/15° hebben. Hoe worden deze verbindingen beoordeeld en naar welke positie wordt in deze gevallen verwezen?
De voorschriften waarin de geldende limieten voor de posities zijn vastgelegd, geven aan welke referentie voor de betreffende lasverbinding moet worden gebruikt.
| Functie | Askanteling | Rotatie |
| Appartement | 0 °C – 15 °C | 150 °C – 210 °C |
| Horizontaal | 0 °C – 15 °C | 80 °C – 150 °C 210 °C – 280 °C |
| Boven | 0 °C – 80 °C | 0° – 80° 210° – 360° |
| Verticaal | 15° – 80° t 80° – 90° | 80° – 280° 0° – 360° |

De verschillende lassymbolen begrijpen
Architecten kunnen lassymbolen op hun bouwtekeningen vermelden om de lassers te helpen. Het is raadzaam om uzelf vertrouwd te maken met deze codes.
| Lasteken | Laspositie | Type las |
| 1 F | Vlakke stand | Langsnaad |
| 1 G | Vlakke stand | Groefnaad |
| 2 F | Horizontale positie | Langsnaad |
| 2 G | Horizontale positie | Groefnaad |
| 3 F | Verticale positie | Langsnaad |
| 3 G | Verticale positie | Groefnaad |
| 4 F | Bovenliggende positie | Langsnaad |
| 4 G | Bovenliggende positie | Groefnaad |
Omgaan met complexe lasverbindingen
Naarmate je meer ervaring opdoet, leer je niet alleen de verschillende lasposities kennen, maar zul je merken dat je in echte laspraktijksituaties instinctief weet wat je moet doen. Het is belangrijk dat je alle lastechnieken in een veilige omgeving oefent, zodat je over de kennis en ervaring beschikt om ze succesvol uit te voeren.
Met Soldamatic, de eerste AR-aangedreven lassimulator ter wereld, kunt u alle verschillende lasposities zonder beperkingen oefenen. Dankzij de Augmented Reality -technologie kunt u oefenen zonder materiaal of verbruiksartikelen te verspillen, en kunt u ook veel verschillende lasoefeningen creëren die u helpen alle lasposities en -vereisten onder de knie te krijgen. Lees hier meer.
