溶接工は世界中で必要とされ、尊敬されています。彼らの貴重な仕事は、生活のほぼあらゆる場面で見ることができます。溶接工が携わるプロジェクトは多岐にわたるため、どの溶接法が最適かを把握しておくことが不可欠です。以前、当サイトでは溶接の種類について取り上げました(「溶接工になるためのガイド」を参照)が、今回はさまざまな溶接姿勢について見ていきます。
溶接姿勢は、溶接工がどのように溶接を行うかを示すものであり、溶接を行う際に検討されるその他のパラメータと併せて分析されます。溶接姿勢は、溶接工に求められる技能レベルを決定する上で極めて重要であり、そのため溶接資格認定において非常に重要な要素となっているのです。
溶接姿勢を決定づける2つ目の重要な要素は、実施する溶接の物理的パラメータのセットである。溶接の品質と強度を保証するためには、選択した溶接姿勢が他のパラメータと完全に整合していなければならない。
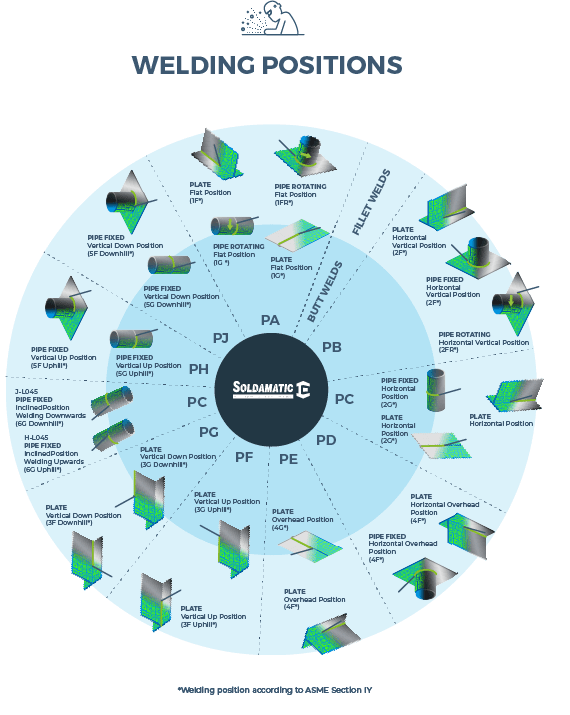
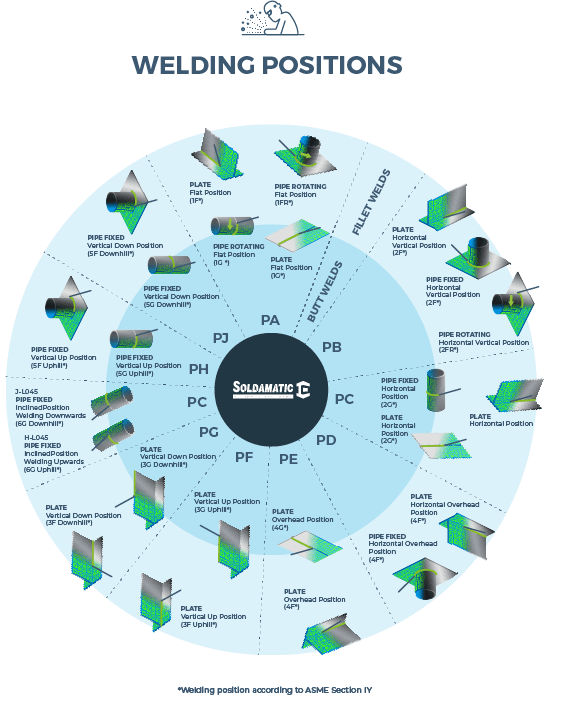
溶接姿勢の指定は標準化されており、最も一般的に使用されている規格はASME およびENです。主な溶接姿勢は以下の通りです:
–フラット(ペンシルベニア州)
–アングル(ペーパーバック)
–横向き(PC)
–垂直(上向きまたは下向き)
–間接費(PE)
4つの溶接姿勢とは、金属や部品がどこにあっても、溶接工がそれらを接合できるようにする技術のことです。
難易度の高い順に並べています。これは、学習や練習を行う際の順序と同じです。
これは最も簡単な溶接方法で、この業界に入った際に最初に学ぶ溶接姿勢です。金属を平らな面に置き、溶接アーク(炎)を水平方向に溶接部の上を通します。これにより、溶融した金属が下方向へ流れ、接合部の端や溝に充填されながら、接合面の上側が溶接されます。
溶接は、制御された動きで行い、板の肉厚を溶かして小さな溶融池を形成する必要があります。溶融池を過熱すると、金属焼けが生じ、溶接部の強度が低下する恐れがあります。
PB位置は、幾何学的な特徴を伴う形で、上記の位置のいずれかに変換することができます。この位置は、相対的な幾何学的位置が90°となる平溶接位置に変換可能です。溶接対象の形状が特殊であるため、この種の位置では、これまでに説明した他の位置に比べて、より高い電流値が使用されます。
この状況では、溶接軸は水平になります。この溶接姿勢をどのように行うかは、主に選択する溶接の種類によって決まります。隅肉溶接または溝溶接が推奨されますが、両者の施工方法は大きく異なり、ある程度の技術と難しさが伴います。
溶けた金属が接合部の下側に流れ落ちてしまうという問題が生じることがあります。これにより、熱が上側に上昇し、均一な溶着層が形成されます。熟練した溶接工であれば、熱をより均一に分散させることで、溶融金属が流れ落ちるのを防ぎます。
この場合、溶接部も鋼板も垂直に配置されますが、ご想像の通り、これにより溶融金属が下方に流れ、底部の1か所に溜まってしまう可能性があります。その解決策として、トーチを約45度傾けて、上向きの垂直姿勢で溶接を行うことが挙げられます。また、溶接棒を炎と溶融池の間に保持するようにすることで、溶け出しを最小限に抑え、良好な溶接部を確保できるよう配慮する必要があります。
この種の溶接は 難易度が高く、全くの初心者にはお勧めできません。
最も複雑な溶接姿勢である頭上溶接は、接合部の裏側で溶接を行うものです。溶接工の上方に2つの金属片があるため、接合部に届くよう、適切な角度で体を傾ける必要があります。潜在的な課題の一つに、金属のたるみによる「クラウン」の発生が挙げられます。 もちろん、これは望ましくない現象ですが、溶融金属のプールが過度に大きくなるのを防げば回避可能です。この問題は、溶接を忍耐強く行い、プールの大きさが大きくなりすぎた場合は金属を固化させることで対処できます。
こうした角度に関する理論や情報は、溶接姿勢を決定する上で極めて重要ですが、いざ実際の作業となると、溶接部の実際の向きは数度程度ずれることがあります。では、これは溶接姿勢にどのような影響を与えるのでしょうか?
例えば、本来は水平面に対して0°(すなわち水平)の姿勢で溶接すべき継手が、10°や15°の傾斜をつけて溶接される場合があります。このような継手はどのように扱われるのでしょうか。また、こうした場合、どの姿勢が基準となるのでしょうか。
溶接継手の適用限界値を規定する規則は、当該溶接継手に適用すべき適切な基準を示す指針となる。
建築家は、溶接作業員の手助けとなるよう、設計図に溶接記号を記載することがあります。これらの記号についてよく理解しておくことをお勧めします。
経験を積むにつれて、さまざまな溶接姿勢を習得するだけでなく、実際の溶接現場に臨むようになると、何をすべきかが自然とわかるようになるでしょう。重要なのは、安全な環境でそれぞれの溶接を練習し、確実に作業を遂行できる知識と経験を身につけることです。
「With」 Soldamaticは、世界初のAR搭載溶接シミュレーターであり、あらゆる溶接姿勢を制限なく練習することができます。拡張現実(AR)技術により、材料や消耗品を一切無駄にすることなく練習が可能で、さらに多様な溶接練習メニューを作成できるため、あらゆる溶接姿勢や要件を習得するのに役立ちます。詳細はこちらをご覧ください。
Seabery Robotics 拡張現実(AR)Robotics は、溶接トレーニングとロボットによる自動化を結びつけます。詳細情報をご希望の方、またはご自身の教育プログラムや技術プログラムへの導入可能性についてご検討中の方は、フォームにご記入ください。
 各職種の応募制限
各職種の応募制限