
Lasverbindingen, -technieken en -expertise worden in talloze sectoren toegepast, van de auto- en luchtvaartindustrie tot de productiesector en de scheepvaart. Van lassers wordt verwacht dat ze beschikken over veelzijdige kennis van de verschillende soorten lasverbindingen en hoe deze moeten worden uitgevoerd, zelfs wanneer de laswerkzaamheden niet zo soepel verlopen als gehoopt.
Het beheersen van verschillende lastechnieken en verbindingen hoort bij het vakmanschap van elke goede lasser, maar wat zijn dat precies en waarin verschillen ze? In dit artikel gaan we daar dieper op in en leggen we het uit.
Wat is lassen?
Laten we dit eerst even verduidelijken, voordat we verdergaan. Lassen is het proces waarbij twee stukken materiaal (in dit geval metaal) met behulp van warmte aan elkaar worden bevestigd. Afhankelijk van de vorm van de materialen wordt er een lasnaad gevormd om punten of randen met elkaar te verbinden. Zoals je je kunt voorstellen, zijn er maar een paar manieren waarop twee voorwerpen aan elkaar kunnen worden gelast. Alle verschillende combinaties van hoeken en technieken vallen onder deze vijf termen:
- T-stuk
- Randverbinding
- Hoekverbinding
- Overlappende verbinding
- Stompe verbinding
Laten we elk van deze punten eens nader bekijken…
T-stuk
Zoals u zich kunt voorstellen, heeft een T-verbinding de vorm van de letter T, waarbij twee metalen delen onder een hoek van 90° aan elkaar worden gelast. De rand wordt aan een plaat of een onderdeel bevestigd, waarbij extra aandacht wordt besteed aan een goede doordringing van de las in het dak.
Een T-verbinding is een soort lasverbinding (daar komen we later op terug), en er worden verschillende lastechnieken gebruikt om T-verbindingen te maken:
- Lasnaad
- Puntlas
- Schuine lasnaad
- Lasnaad
- J-groeflas
- Doorsmeltlas
- Fare-Bevel-Groove-las
Als het basismetaal dik is en na het lassen aan beide zijden nog steeds niet tegen de belasting bestand is, wordt in dat geval een groeflas aangebracht.
T-verbindingen zijn niet perfect, omdat ze gevoelig zijn voor lamellaire scheuren. Dit gebeurt wanneer te veel druk op de stevige en onbuigzame verbinding ervoor zorgt dat deze barst. Om dit te voorkomen kan soms een stop worden gebruikt, of kan de kwaliteit van het basismetaal worden verbeterd.
Randverbinding
Dit is de meest voorkomende lasmethode voor plaatwerk, vooral bij gebogen randen (met flenzen). Het is ook een populaire lasmethode om metaal aan aangrenzende stukken te verbinden, bijvoorbeeld als u twee kwartstukken van een buis hebt en deze naast elkaar wilt lassen. In plaats van de ruimte ertussen te lassen, last u het bovenste randoppervlak waar de twee aangrenzende stukken elkaar raken. Dit type las helpt de spanningen op te vangen waarmee het metaal te maken krijgt, hoewel het, afhankelijk van de toepassing van het metaal, de moeite waard kan zijn om lasmetaal toe te voegen ter versterking.
Enkele van de stressfactoren zijn:
- Treksterkte
- Compressie
- Buigen
- Torsie
- Afschuifkracht
Sommige verbindingen zijn beter bestand tegen krachten dan andere, en op basis van deze overwegingen kan de lasser een keuze maken.
Enkele lastechnieken die worden gebruikt voor het maken van randverbindingen zijn onder meer:
- Las met vierkante groef
- Lasverbinding
- J-groeflas
- Schuine lasnaad
- V-groef-las
- U-groefverbinding
- Rand-flenslas
- Hoekflenslas
Hoekverbinding
Net als de hoekverbinding is dit een van de meest gebruikte lasmethoden voor plaatwerk en wordt deze toegepast wanneer twee stukken aan hun buitenranden samenkomen om een hoek te vormen. De randen komen in een rechte hoek samen en vormen zo een L-vorm; deze methode wordt vaak gebruikt bij het lassen van kasten en frames.
Dit is niet een van de sterkste lasverbindingen, aangezien de twee metalen delen vrij kwetsbaar zijn voor buigen en verschuivingen, vooral wanneer het metaal vrij dun of buigzaam is. Een manier om de lasverbinding te versterken is ervoor te zorgen dat de verbinding aan alle kanten wordt gelast en niet als een enkelzijdige las wordt uitgevoerd. Er kan ook lasmetaal worden gebruikt, maar het wordt aangeraden om slechts een kleine hoeveelheid te gebruiken, en met een lagere dikte dan de basismetalen.
Deze lastechnieken kunnen worden toegepast voor het maken van een hoekverbinding:
- Puntlassen
- V-groef-las
- Lasnaad
- U-groefverbinding
- Schuine lasnaad
- Las met vierkante groef
- Lasverbinding
- Flare-V-groef-las
- Hoekflenslas
- Randlas
- J-groeflas
Het is je misschien opgevallen dat een T-verbinding en een hoekverbinding erg op elkaar lijken, en dat klopt. Het verschil zit hem in de plaats van de lasnaad: bij een T-verbinding wordt de lasnaad in het midden aangebracht, waardoor in feite twee rechte hoeken ontstaan.
Overlappende verbinding
De overlappingsverbinding wordt vaak gebruikt bij het lassen van twee metalen delen met een verschillende dikte. Sommigen zouden zeggen dat deze verbinding beter een ‘overlappingsverbinding’ genoemd zou kunnen worden, aangezien de naam is afgeleid van de manier waarop de twee overlappende metalen delen aan elkaar worden gelast.
Wanneer de twee metalen delen elkaar overlappen, ontstaan er twee te lassen delen die de verbinding extra stevigheid geven. Het wordt aangeraden om beide hoeken te lassen, zodat de lasverbinding optimaal presteert.
Enkele lastechnieken voor overlappingsverbindingen zijn onder meer:
- Puntlas
- Lasnaad
- Puntlassen
- J-groeflas
- Schuine lasnaad
- Flens-schuine-groefverbinding
Stompe verbinding
Onze vijfde en laatste lasverbinding is de stootlas, misschien wel de meest voorkomende, voordeligste en eenvoudigste lasmethode. Twee stukken metaal worden tegen elkaar of naast elkaar geplaatst en op de plaats waar de randen elkaar raken gelast. Dit principe geldt zowel voor plat metaal als voor buizen, zolang de te lassen randen maar op elkaar aansluiten.
Sommigen noemen de stootverbinding ook wel een ‘vierkante-groefverbinding’, en behalve voor platte metalen en buizen kan deze verbinding ook worden gebruikt voor het verbinden van flenzen, kleppen, fittingen en in feite alle parallelle metalen onderdelen.
Dit is de lastechniek die de meeste beginners als eerste leren, en deze kan worden gebruikt voor:
- Stompverbindingen met vierkante groef
- V-groef-stompverbindingen
- U-groef-stompverbindingen
- J-groef-stomplassen
- Flare-V-groef-stompverbindingen
- Stompverbindingen met schuine groef
- Flens-schuine-groef-stomplassen
Filetverbindingen
Een term die in dit artikel al een paar keer is gevallen en in de lasbranche veelvuldig wordt gebruikt, is ‘hoeklas’. Dit is simpelweg een verzamelnaam voor hoek-, T- en overlappingsverbindingen, die het grootste deel van alle lasverbindingen uitmaken. Filletverbindingen vereisen weinig voorbereiding, zijn beter geschikt voor het lassen van buizen en zijn voor de lasser goedkoper dan stomplassen. In wezen maakt een stomplas gebruik van vulmateriaal of overtollig materiaal tussen de te lassen randen, terwijl bij filletverbindingen het vulmateriaal in de hoeken wordt gebruikt om extra sterkte te creëren.
In de onderstaande infographic kun je deze 5 lasverbindingen bekijken om te zien hoe ze eruitzien:
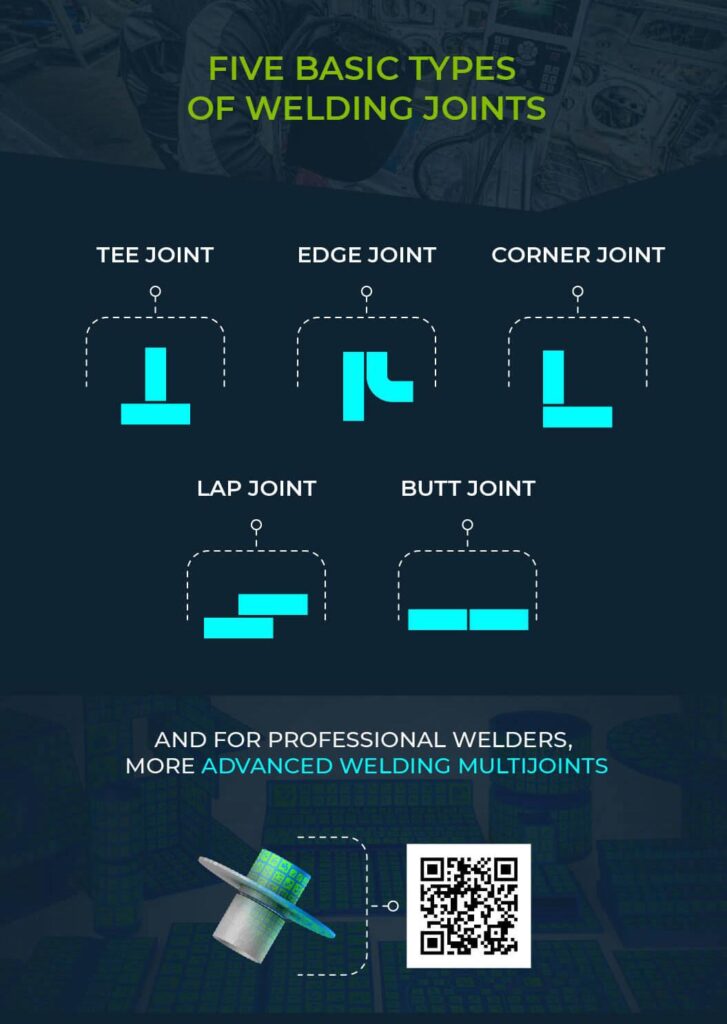
Dit zijn de vijf belangrijkste basistypen lasverbindingen die elke beginnende lasser moet kennen, maar professionele lassers moeten ook bekend zijn met meer geavanceerde, specifieke en complexe lasverbindingen. Deze Advanced variëren naargelang de sector waarin de lasser werkzaam is; zo wordt in de automobielindustrie vaak aluminium gebruikt, terwijl in de lucht- en ruimtevaartindustrie het TIG-proces wordt toegepast voor lasverbindingen van hoogwaardig titanium.
Soldamatic de mogelijkheid om niet alleen beginners, maar ook professionele lassers op te leiden met een uitgebreide catalogus van 15 Advanced ; u kunt ze hier in 3D bekijken.
Het biedt zelfs de mogelijkheid om echte lasverbindingen in augmented reality te brengen, waardoor bedrijven hun lassers kunnen trainen in hun specifieke lasverbindingen, materialen, lasposities…en tegelijkertijd kosten en risico’s kunnen beperken. Neem contact met ons op als u meer wilt weten over Industrial Welding Multijoints.
