溶接継手、技術、そして専門知識は、自動車や航空宇宙産業から製造業、海運業に至るまで、数え切れないほどの産業で活用されています。溶接作業者は、たとえ想定していたほど容易ではない溶接作業であっても、さまざまな溶接の種類やその実施方法について幅広い知識を備えていることが求められます。
さまざまな溶接や接合方法を自在に操れることは、優れた溶接工にとって不可欠なスキルの一つですが、それらは具体的にどのようなもので、どう異なるのでしょうか?この記事では、それらについて詳しく解説します。
本題に入る前に、まずこの点を明確にしておきましょう。溶接とは、熱を利用して2つの材料(この場合は金属)を接合する工程のことです。材料の形状に応じて、接合点や端部を繋ぐように溶接ビードが形成されます。ご想像の通り、2つの物を溶接で接合する方法は限られています。角度や技法のあらゆる組み合わせは、以下の5つの用語に分類されます:
それでは、これらについてそれぞれ詳しく見ていきましょう…
ご想像の通り、T字継手は文字の「T」のような形状をしており、2枚の金属板が90度の角度で交差するように溶接されています。その端部はプレートや部品に接合されますが、溶接部の根元に十分に溶け込みが及ぶよう、細心の注意が払われます。
T字継手はフィレット継手の一種であり(これについては後ほど説明します)、T字継手を作る際にはいくつかの異なる溶接方法があります:
母材が厚く、両面溶接を行っても依然として荷重に耐えられない場合、溝型溶接が採用される。
T字継手は、ラメラ状破断を起こしやすいことで知られており、決して完璧なものではありません。これは、堅固で柔軟性に欠ける継手に過度の圧力がかかると、ひび割れが生じる現象です。これを防ぐために、ストッパーを使用したり、母材の品質を向上させたりすることが可能です。
これは板金加工において最も一般的な溶接方法であり、特にフランジ付き(湾曲した)エッジがある場合に用いられます。 また、隣接する金属部品を接合する際にもよく用いられる溶接方法です。例えば、パイプの4分の1円形の部品が2つあり、それらを並べて溶接したい場合を想像してみてください。2つの部品の間の隙間を溶接するのではなく、隣接する2つの部品が接する上面を溶接します。このタイプの溶接は、金属にかかる応力を分散させるのに役立ちますが、用途によっては補強のために溶加材を追加する価値がある場合もあります。
ストレス要因には、次のようなものがあります:
接合部によっては、他のものよりも高い荷重に耐えられるものがあり、溶接工はこうした点を考慮して判断を下すのです。
エッジジョイントの製作に使用される溶接方法には、次のようなものがあります:
エッジジョイントと同様、これは板金溶接において最も一般的な手法の一つであり、2枚の板が外縁で接合して角を形成する場合に用いられます。両端が直角に合わさってL字形となり、箱やフレームの溶接によく用いられます。
この溶接は、特に金属が薄かったり柔軟性が高かったりする場合、2つの金属片が曲げや位置ずれの影響を強く受けやすいため、最も強固な溶接方法とは言えません。溶接強度を高める方法の一つとして、接合部を全面から溶接し、片面溶接にしないようにすることが挙げられます。溶加材を使用することも可能ですが、その場合はごく少量にとどめ、母材よりも薄い厚さにすることが推奨されます。
以下の溶接方法は、コーナー接合を行う際に適用できます:
T字継手とコーナー継手が非常に似ていることに気づかれたかもしれませんが、その通りです。両者の違いは溶接の位置にあり、T字継手は中央に配置されるため、実質的に2つの直角を形成することになります。
重ね継ぎ手は、厚さの異なる2枚の金属板を溶接する際によく用いられます。この継ぎ手は、2枚の金属板が重なり合う状態で溶接されることから、その名称が由来しているため、「オーバーラップ継ぎ手」と呼ぶほうが適切だと考える人もいるかもしれません。
2枚の金属板を重ね合わせると、接合部の強度を高めるために溶接すべき部分が2箇所生まれます。溶接の仕上がりを最良にするためには、これら2つの角の両方を溶接することをお勧めします。
重ね継手の溶接方法には、次のようなものがあります:
5つ目にして最後の溶接継手は「突合せ継手」です。これはおそらく、最も一般的で、コストも抑えられ、施工も簡単な溶接方法でしょう。2つの金属部品を端と端、あるいは側面同士を合わせて配置し、その接合部を溶接します。この原理は、溶接する端面が合致していれば、平板やパイプにも同様に適用できます。
バットジョイントを「スクエアグルーブ溶接」と呼ぶ人もいるかもしれません。また、平板やパイプだけでなく、フランジ、バルブ、継手など、基本的に平行な金属部品同士の接合にも使用できます。
これは、初心者が最初に学ぶことが多い溶接方法であり、次のような用途に使用できます:
この記事の中で何度か登場し、溶接業界で非常に一般的に使われている言葉に「フィレット」があります。 これは単に、コーナー接合、T字接合、重ね接合を含む総称であり、すべての溶接の大部分を占めています。フィレット接合は下準備がほとんど不要で、パイプの溶接に適しており、突合せ溶接に比べてコストを抑えることができます。基本的に、突合せ接合では溶接する端面の間に溶加材や余分な材料を使用するのに対し、フィレット接合では角部に溶加材を使用することで強度を高めます。
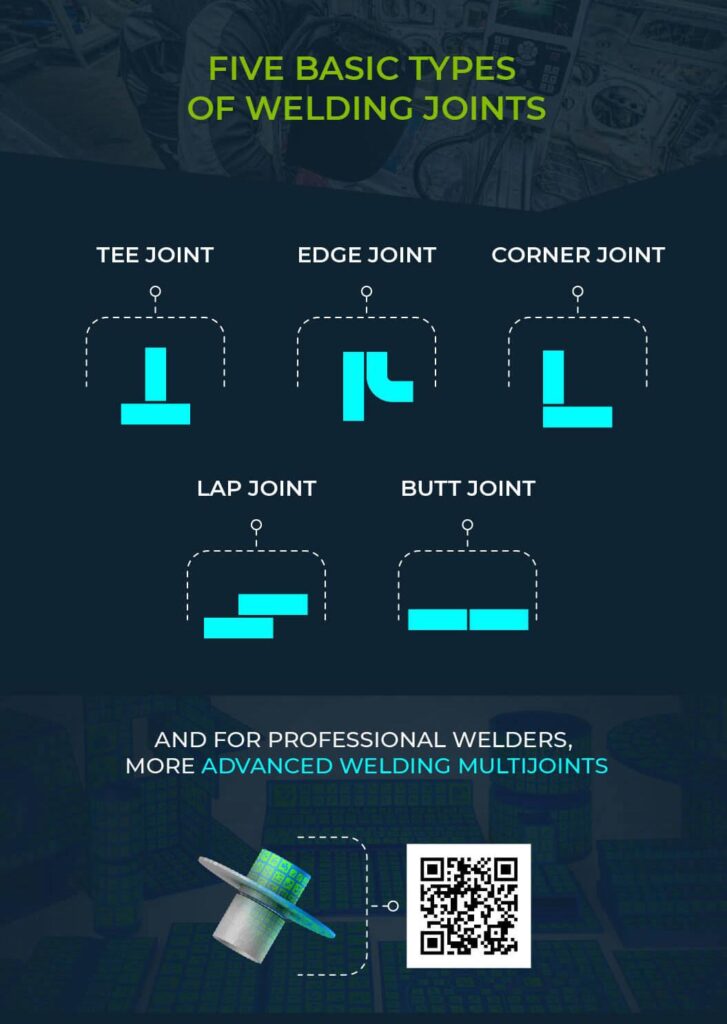
以下のインフォグラフィックでは、これら5つの溶接継手の外観を確認することができます:
これらは、溶接業界の初心者が知っておくべき基本的な溶接継手のトップ5ですが、プロの溶接工は、より高度で特殊かつ複雑な溶接継手についても熟知しておく必要があります。Advanced 、溶接工が従事する分野によって異なります。例えば、自動車業界ではアルミニウムが主に使用されるのに対し、航空宇宙業界では高強度のチタン継手にTIG溶接が用いられます。
Soldamatic 、初心者だけでなくプロの溶接工のトレーニングSoldamatic 、15種類のAdvanced マルチジョイントを網羅した豊富なカタログSoldamatic 。こちらから3Dで詳細をご確認いただけます。
さらに、実際の溶接継手を拡張現実(AR)に取り込むことも可能であり、企業は自社の特定の溶接継手、材料、姿勢などに対応した溶接作業員のトレーニングを実施できるほか、コストとリスクの削減も図れます。「Industrial Welding Multijoints」について詳しく知りたい方は、ぜひお問い合わせください。
Seabery Robotics 拡張現実(AR)Robotics は、溶接トレーニングとロボットによる自動化を結びつけます。詳細情報をご希望の方、またはご自身の教育プログラムや技術プログラムへの導入可能性についてご検討中の方は、フォームにご記入ください。