
Các mối hàn, kỹ thuật và chuyên môn hàn được ứng dụng trong vô số ngành công nghiệp, từ ô tô và hàng không đến sản xuất và vận tải. Thợ hàn cần phải có kiến thức toàn diện về các loại mối hàn khác nhau và cách thực hiện chúng, ngay cả khi công việc hàn không thuận lợi như mong đợi.
Khả năng thành thạo các kỹ thuật hàn và các loại mối nối khác nhau là một phần không thể thiếu trong bộ kỹ năng của bất kỳ thợ hàn giỏi nào, nhưng chúng là gì và có điểm khác biệt như thế nào? Trong bài viết này, chúng ta sẽ cùng tìm hiểu và giải thích.
Hàn là gì?
Trước khi đi vào chi tiết, hãy làm rõ điều này trước. Hàn là quá trình nối hai mảnh vật liệu (trong trường hợp này là kim loại) lại với nhau bằng nhiệt. Mối hàn được hình thành để nối các điểm hoặc các mép, tùy theo hình dạng của vật liệu. Như bạn có thể hình dung, chỉ có một số cách nhất định để hàn hai vật liệu lại với nhau. Tất cả các kết hợp khác nhau về góc độ và kỹ thuật đều được phân loại thành năm thuật ngữ sau:
- Khớp chữ T
- Mối nối cạnh
- Mối nối góc
- Mối nối chồng mép
- Mối nối đầu
Hãy cùng tìm hiểu chi tiết hơn về từng vấn đề này…
Khớp chữ T
Như bạn có thể hình dung, mối hàn chữ T có hình dạng giống chữ T, với hai mảnh kim loại được hàn lại với nhau sao cho giao nhau ở góc 90°. Mép hàn được nối với một tấm kim loại hoặc một bộ phận khác, đồng thời cần đặc biệt chú ý để đảm bảo độ thâm nhập hiệu quả vào phần đỉnh của mối hàn.
Mối hàn chữ T là một loại mối hàn góc (chúng ta sẽ đề cập đến các loại mối hàn này sau), và có một số phương pháp hàn khác nhau được sử dụng để tạo ra mối hàn chữ T:
- Mối hàn góc
- Hàn chèn
- Mối hàn rãnh vát
- Khe hàn
- Mối hàn J-Groove
- Mối hàn xuyên qua
- Mối hàn rãnh góc
Nếu lớp kim loại nền dày và sau khi hàn cả hai mặt mà vẫn không thể chịu được tải trọng, thì trong trường hợp này sẽ áp dụng phương pháp hàn rãnh.
Các khớp nối hình chữ T không hoàn hảo, vì chúng thường bị hiện tượng nứt lớp. Hiện tượng này xảy ra khi áp lực quá lớn tác động lên khớp nối cứng và thiếu tính linh hoạt, khiến nó bị nứt. Đôi khi có thể sử dụng miếng đệm để ngăn chặn điều này, hoặc có thể cải thiện chất lượng kim loại nền.
Mối nối cạnh
Đây là phương pháp hàn phổ biến nhất đối với tấm kim loại, đặc biệt là trong trường hợp các mép có hình dạng cong (có gờ). Đây cũng là phương pháp hàn phổ biến để nối kim loại với các mảnh liền kề, ví dụ như khi bạn có hai đoạn ống dài bằng một phần tư và muốn hàn chúng cạnh nhau. Thay vì hàn khoảng trống giữa chúng, bạn hàn bề mặt mép trên nơi hai mảnh liền kề gặp nhau. Loại hàn này giúp kiểm soát các ứng suất mà kim loại phải chịu, tuy nhiên tùy thuộc vào ứng dụng của kim loại, có thể cần thêm vật liệu hàn để gia cố.
Một số áp lực bao gồm:
- Độ bền kéo
- Nén
- Uốn cong
- Mô-men xoắn
- Lực cắt
Một số mối hàn có khả năng chịu lực tốt hơn những mối hàn khác, và chính những yếu tố này giúp thợ hàn đưa ra quyết định.
Một số phương pháp hàn được sử dụng để tạo ra các mối hàn cạnh bao gồm:
- Mối hàn rãnh vuông
- Hàn đối đầu
- Mối hàn J-Groove
- Mối hàn rãnh vát
- Mối hàn rãnh chữ V
- Mối hàn rãnh chữ U
- Mối hàn mép-mép
- Mối hàn góc-mặt bích
Mối nối góc
Giống như mối hàn góc cạnh, đây là một trong những phương pháp hàn tấm kim loại phổ biến nhất và được áp dụng trong trường hợp hai tấm kim loại ghép lại với nhau tại các mép ngoài để tạo thành một góc. Các mép này ghép lại với nhau theo góc vuông để tạo thành hình chữ L và thường được sử dụng để hàn các hộp và khung.
Đây không phải là một trong những mối hàn chắc chắn nhất, vì hai mảnh kim loại này khá dễ bị uốn cong và lệch vị trí, đặc biệt là khi kim loại khá mỏng hoặc dẻo. Một cách để gia cố mối hàn là đảm bảo mối nối được hàn ở tất cả các mặt chứ không chỉ hàn một mặt. Cũng có thể sử dụng kim loại hàn, nhưng nên chỉ dùng một lượng nhỏ và có độ dày mỏng hơn kim loại nền.
Các phương pháp hàn này có thể được áp dụng để thực hiện mối hàn góc:
- Hàn điểm
- Mối hàn rãnh chữ V
- Mối hàn góc
- Mối hàn rãnh chữ U
- Mối hàn rãnh vát
- Mối hàn rãnh vuông
- Hàn đối đầu
- Mối hàn rãnh chữ V
- Mối hàn góc-mặt bích
- Mối hàn cạnh
- Mối hàn J-Groove
Có lẽ bạn đã nhận thấy rằng mối hàn chữ T và mối hàn góc rất giống nhau, và điều đó là đúng. Điểm khác biệt giữa chúng nằm ở vị trí của mối hàn: mối hàn chữ T được đặt ở giữa, từ đó tạo ra hai góc vuông.
Mối nối chồng mép
Mối hàn chồng mép thường được sử dụng để hàn hai tấm kim loại có độ dày khác nhau. Một số người có thể cho rằng loại mối hàn này nên được gọi là “mối hàn chồng”, vì tên gọi này xuất phát từ cách hai tấm kim loại chồng lên nhau được hàn lại với nhau.
Khi hai mảnh kim loại được chồng lên nhau, điều này tạo ra hai phần cần hàn để tăng cường độ bền cho mối nối. Nên hàn cả hai góc này để đảm bảo mối hàn đạt được chất lượng tốt nhất.
Một số phương pháp hàn cho mối hàn chồng mép bao gồm:
- Hàn chèn
- Khe hàn
- Hàn điểm
- Mối hàn J-Groove
- Mối hàn rãnh vát
- Hàn góc vát rãnh
Mối nối đầu
Mối hàn thứ năm và cũng là cuối cùng của chúng ta là mối hàn đối đầu (Butt Joint), có lẽ là loại mối hàn phổ biến nhất, tiết kiệm chi phí nhất và đơn giản nhất. Hai chi tiết kim loại được đặt đầu đối đầu hoặc cạnh kề nhau và được hàn tại vị trí các mép tiếp xúc. Nguyên lý này cũng áp dụng cho kim loại phẳng và ống, miễn là các mép cần hàn khớp với nhau.
Một số người có thể gọi mối hàn Butt Joint là “mối hàn rãnh vuông”, và ngoài các tấm kim loại phẳng và ống, họ còn có thể sử dụng nó để nối các mặt bích, van, phụ kiện và về cơ bản là bất kỳ chi tiết kim loại nào có bề mặt song song.
Đây là kỹ thuật hàn mà hầu hết người mới bắt đầu thường học đầu tiên, và nó có thể được sử dụng để:
- Mối hàn đối đầu rãnh vuông
- Mối hàn đối đầu rãnh chữ V
- Mối hàn đối đầu rãnh chữ U
- Mối hàn đối đầu J-Groove
- Mối hàn đối đầu rãnh chữ V
- Mối hàn đối đầu có rãnh vát
- Mối hàn đối đầu có rãnh, vát và rãnh
Mối nối phẳng
Một thuật ngữ đã xuất hiện vài lần trong bài viết này và được sử dụng rất phổ biến trong ngành hàn là “fillet”. Đây đơn giản là một thuật ngữ chung bao gồm các mối hàn góc, mối hàn chữ T và mối hàn chồng, và chiếm phần lớn trong tổng số các mối hàn. Mối hàn góc yêu cầu ít công đoạn chuẩn bị, phù hợp hơn cho việc hàn ống và giúp người thợ hàn tiết kiệm chi phí hơn so với hàn đối đầu. Về cơ bản, mối hàn đối đầu sử dụng vật liệu hàn hoặc vật liệu thừa giữa các mép được hàn, trong khi mối hàn góc sử dụng vật liệu hàn ở các góc để tạo thêm độ bền.
Trong infographic dưới đây, bạn có thể xem qua 5 loại mối hàn này để biết chúng trông như thế nào:
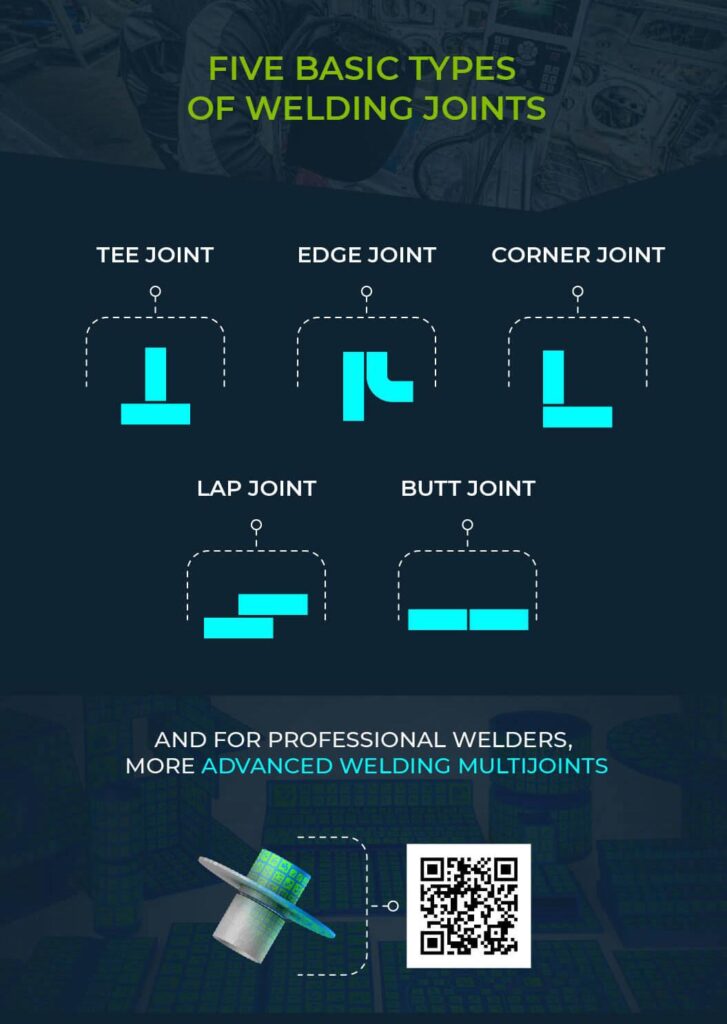
Đây là 5 loại mối hàn cơ bản hàng đầu mà mọi người mới vào nghề cần phải biết, nhưng các thợ hàn chuyên nghiệp cần phải nắm vững các loại mối hàn nâng cao, chuyên biệt và phức tạp hơn. Các loại mối hàn nâng cao này thay đổi tùy thuộc vào lĩnh vực mà thợ hàn đang làm việc; ví dụ, ngành công nghiệp ô tô thường sử dụng nhôm, trong khi ngành hàng không vũ trụ lại áp dụng quy trình TIG cho các mối hàn titan có độ bền cao.
Soldamatic không chỉ giúp đào tạo những người mới bắt đầu mà còn cả các thợ hàn chuyên nghiệp thông qua danh mục sản phẩm phong phú gồm 15 mô hình hàn đa khớp tiên tiến; quý vị có thể xem các mô hình này dưới dạng 3D tại đây.
Nó thậm chí còn cho phép đưa các mối hàn thực tế vào môi trường Thực tế tăng cường (AR), giúp các doanh nghiệp đào tạo thợ hàn của mình về các loại mối hàn, vật liệu và tư thế hàn cụ thể…đồng thời giảm thiểu chi phí và rủi ro. Hãy liên hệ với chúng tôi nếu quý vị muốn tìm hiểu thêm về Giải pháp hàn công nghiệp đa mối hàn.
