焊接接头、焊接技术及专业知识被广泛应用于无数行业,从汽车和航空航天,到制造业和航运业。焊工必须具备关于各种焊缝类型及其操作方法的全面知识,即使在焊接条件不如预期理想的情况下也是如此。
熟练掌握各种焊缝和接头的处理技巧,是每位优秀焊工必备的技能,但它们究竟是什么,又有哪些区别呢?本文将对此进行探讨和说明。
在继续讲解之前,让我们先澄清这一点。焊接是指利用热量将两块材料(此处指金属)连接在一起的过程。根据材料的形状,通过形成焊缝将连接点或边缘连接起来。正如您所想象的,将两件物品焊接在一起的方式其实只有几种。所有角度和工艺的各种组合,都可以归纳为以下五个术语:
让我们来详细探讨一下这些内容……
正如您所想象的,T型接头呈字母T的形状,由两块金属通过焊接以90°角相交而成。其边缘与板材或部件连接,此时需格外小心,以确保焊缝顶部有足够的熔透深度。
T型接头是一种角焊缝(我们稍后会详细讨论),制作T型接头通常采用几种不同的焊接方式:
如果母材较厚,且在双面焊接后仍无法承受载荷,此时便会采用槽型焊缝。
T型接头并非完美无缺,因为它们容易出现层状撕裂。这种情况通常发生在坚硬且缺乏柔韧性的接头承受过大压力时,导致其开裂。有时可以使用止动件来防止这种情况发生,或者提高基材的质量。
这是钣金焊接中最常见的形式,特别是在存在法兰边缘(弯曲边缘)的情况下。 它也是连接相邻金属件的常用焊接方式,例如当您需要将两段四分之一圆管并排焊接时。此时,您无需焊接它们之间的空隙,而是焊接两块相邻工件顶部边缘的接触面。这种焊接方式有助于控制金属承受的应力,不过根据金属的具体应用情况,可能需要添加填充金属以增强强度。
这些压力包括:
有些接头比其他接头更能承受外力,正是基于这些考量,焊工才能做出决定。
用于制作边缘接头的焊接方式包括:
与边接头类似,这是焊接薄板最常用的方法之一,适用于两块工件的外边缘相接形成拐角的情况。边缘以直角相接形成L形,通常用于焊接箱体和框架。
这种焊缝并非最牢固的,因为两块金属极易受到弯曲和错位的影響,尤其是当金属较薄或较柔韧时。加强焊缝的一种方法是确保接头各面均进行焊接,避免仅进行单面焊接。也可以使用填充金属,但建议仅使用少量,且其厚度应小于母材。
以下焊接方式可用于制作角接头:
您可能已经注意到,T型接头和角接头非常相似,确实如此。两者的区别在于焊缝的位置:T型接头的焊缝位于中间,从而有效地形成两个直角。
搭接焊通常用于焊接两块厚度不同的金属件。有人可能会说,这种接头更应该被称为“搭接接头”,因为其名称源于两块金属重叠焊接的方式。
当两块金属重叠时,会形成两个待焊接的区域,从而增强接头的强度。建议将这两个角都进行焊接,以确保焊接效果最佳。
搭接接头的焊接方式包括:
第五种也是最后一种焊接接头是对接焊缝,这可能是最常见、最经济且最简单的焊接类型。将两块金属件端对端或并排放置,并在边缘相接处进行焊接。只要待焊接的边缘相互吻合,这一原理同样适用于平板金属和管道。
有些人可能会将对接焊缝称为“方槽焊”,除了平板金属和管道外,它还可以用于连接法兰、阀门、管件,以及基本上任何平行的金属部件。
这是大多数初学者首先学习的焊接方式,它可用于:
本文中多次出现的一个词,在焊接行业中非常常用,那就是“角焊缝”。 这只是一个统称,包含角焊缝、T型焊缝和搭接焊缝,占所有焊缝的大多数。角焊缝准备工作较少,更适合焊接管道,且与对接焊相比,能为焊工节省成本。本质上,对接焊是在待焊接的边缘之间使用填充材料或多余材料,而角焊缝则利用填充材料在角落处形成,从而增强强度。
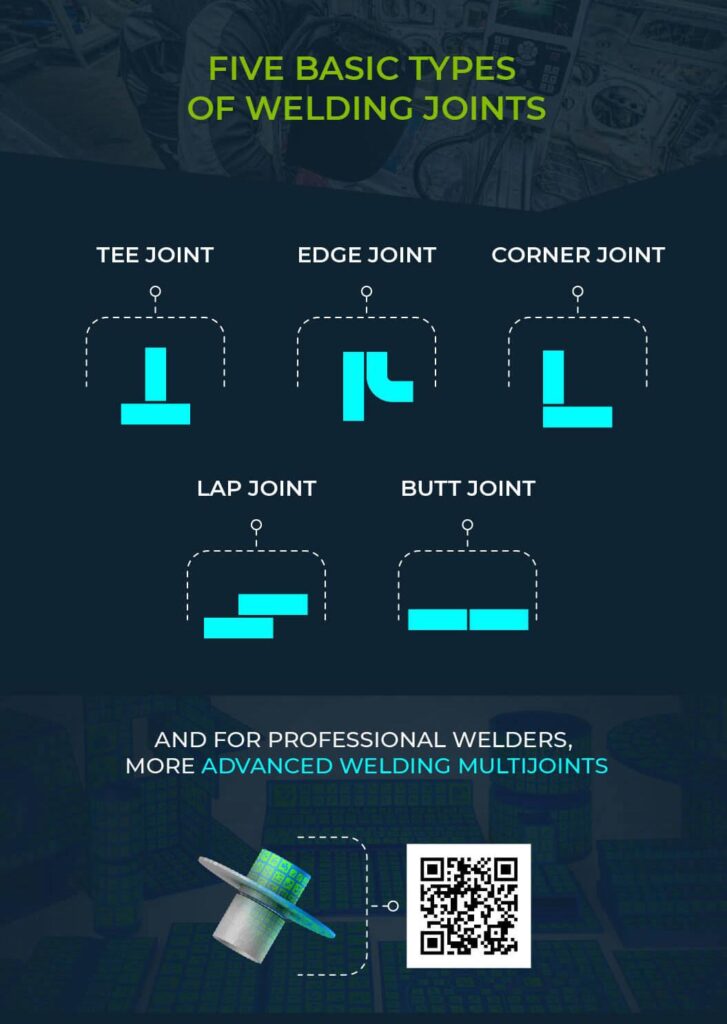
在下面的信息图中,您可以查看这5种焊接接头,了解它们的外观:
以下是每位焊接新手都应掌握的五种基本焊接接头类型,但专业焊工还需要熟悉更多高级、特定且复杂的焊接接头。这些Advanced 接头因焊工所处的行业而异,例如,汽车行业通常使用铝材,而航空航天行业则采用TIG工艺来焊接高强度钛合金接头。
Soldamatic 不仅为新手提供培训机会,也为专业焊工提供培训支持,其产品目录包含 15Advanced 多关节装置,您可在此查看其 3D 效果。
它甚至能够将真实的焊接接头引入增强现实环境,使企业能够针对特定的焊接接头、材料和工位对焊工进行培训……同时降低成本和风险。如果您想进一步了解工业焊接多接头解决方案,请联系我们。
Seabery Robotics 增强现实Robotics 架起了焊接培训与机器人自动化之间的桥梁。请填写表格以获取更多信息,并了解该方案如何融入您的教育或技术项目。