
Upotetun kaarihitsaus on monipuolinen ja tehokas hitsaustekniikka, jota käytetään laajalti teollisuudessa. Menetelmä on suosittu raskaassa teollisuudessa, kuten laivanrakennuksessa, paineastioiden valmistuksessa ja rakennesuunnittelussa, sen korkean kerrostumisnopeuden ja laadukkaiden hitsaussaumojen ansiosta. Kuten kaikilla muillakin hitsausmenetelmillä, sillä on kuitenkin omat etunsa ja haittansa, joita käsitellään tässä artikkelissa.
Mitä on upotetun kaarihitsaus?
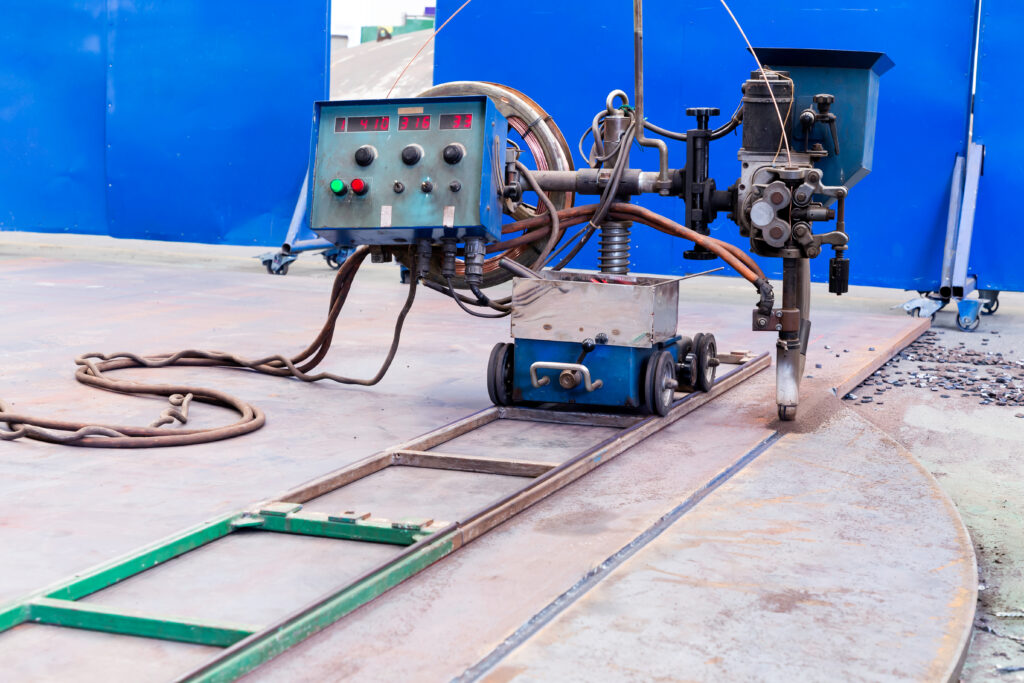
Upotetun kaarihitsaus (SAW) on kaarihitsausmenetelmä, jossa jatkuvasti syötettävä kulutuselektrodi ja työkappale liitetään toisiinsa sähkökaaren avulla. Kaari on kokonaan upotettu rakeisen flux-kerroksen alle, joka sulaa kaaren tuottaman lämmön vaikutuksesta.
Flux muodostaa sulan hitsausaltaan päälle suojaavan kuonan, joka suojaa sitä ilmakehän epäpuhtauksilta, vakauttaa valokaaren ja estää roiskeita. Kun hitsi jähmettyy, kuona poistetaan, jolloin jäljelle jää laadukas ja puhdas hitsi. Tätä tekniikkaa käytetään yleisesti paksujen materiaalien tehokkaaseen hitsaamiseen vaakasuorassa tai tasaisessa asennossa.
Upotetun kaarihitsauksen edut
1) Suuret kerrostumisnopeudet
SAW-hitsaus tarjoaa yhden korkeimmista kerrostumisnopeuksista kaarihitsausmenetelmistä. Elektrodin jatkuva syöttö ja tehokas kaarienergian hyödyntäminen takaavat nopeat hitsausprosessit, minkä ansiosta SAW-hitsaus sopii erinomaisesti suurten hankkeiden toteuttamiseen. Tämä korkea tehokkuus parantaa tuottavuutta ja alentaa työvoimakustannuksia.
2) Syvä hitsausläpäisy
Menetelmä takaa syvän tunkeuman, mikä on ratkaisevan tärkeää paksujen levyjen ja raskaiden materiaalien hitsauksessa. Tämän ansiosta täydellinen sulautuminen saavutetaan vähemmillä hitsauskerroksilla, mikä nopeuttaa työtä ja vähentää tarvittavan lisäaineen määrää.
3) Laadukkaat hitsausliitokset
Yksi SAW-menetelmän merkittävimmistä eduista on sen kyky tuottaa korkealaatuisia hitsaussaumoja, joissa on vain vähän virheitä. Suojaava sulatekerros suojaa hitsausaltaan ilmakehän epäpuhtauksilta (kuten hapelta ja typeltä), mikä vähentää hitsausvirheiden, kuten huokoisuuden tai kuonasisältöjen, syntymisen todennäköisyyttä. Muodostunut kuona on myös helppo poistaa hitsauksen jälkeen.
4) Käyttäjän väsymisen minimointi
Koska valokaari on upotettu sulateeseen eikä suoraa näkyvyyttä tarvita, käyttäjän tarvitsee puuttua prosessiin vain vähän. Suuri osa hitsausprosessista voidaan hoitaa automaattisilla tai puoliautomaattisilla laitteilla, mikä vähentää käyttäjän väsymystä sekä altistumista hitsaushuuruille tai säteilylle.
5) Kaasusuojausta ei tarvita
Toisin kuin muut menetelmät, kuten kaasukovametallikaarihitsaus (GMAW) tai kaasutungstenkaarihitsaus (GTAW), SAW-hitsaus ei vaadi ulkoista suojakaasua. Sulateaine itsessään tarjoaa kaiken tarvittavan suojan hitsausaltaalle, minkä ansiosta menetelmä on kustannustehokas ja sopii ulkokäyttöön, jossa tuuli saattaa häiritä kaasun suojaavaa vaikutusta.
6) Vähemmän hitsausroiskeita ja -höyryjä
Kun valokaari uppoaa sulakerrostuman alle, työympäristö pysyy puhtaampana, sillä roiskeita syntyy vain vähän ja hitsaushuuruja on vähemmän. Tämä auttaa luomaan työntekijöille turvallisemman ja miellyttävämmän työympäristön sekä vähentää hitsauksen jälkeisen puhdistuksen tarvetta.
Upotetun kaarihitsauksen haitat
1) Soveltuu vain tasaisiin ja vaakasuoriin hitsaussaumoihin
Yksi SAW-hitsauksen merkittävimmistä rajoituksista on se, että se rajoittuu tasaisiin tai vaakasuoriin hitsausasentoihin. Koska sulanut kuona on taipuvainen valumaan, menetelmä ei sovellu pystysuoraan tai yläpuoliseen hitsaukseen, mikä heikentää sen monipuolisuutta muihin hitsausmenetelmiin verrattuna.
2) Edellyttää yhteistä valmistelua
Sauman asianmukainen valmistelu on ratkaisevan tärkeää onnistuneen SAW-hitsauksen kannalta. Kaaren syvä tunkeutuminen edellyttää työkappaleiden tarkkaa kohdistusta ja saumanraon hallintaa, mikä voi lisätä hitsausta edeltävän vaiheen aikaa ja kustannuksia. Paksut levyt saattavat vaatia viistoamista, mikä pidentää valmisteluaikaa entisestään.
3) Tilavuus- ja liikkuvuusongelmat
SAW-laitteet voivat olla tilaa vieviä ja vaikeasti siirrettäviä. Tämän vuoksi ne eivät sovellu kovin hyvin pieniin, ahtaisiin tiloihin tai kenttätyöhön, jossa liikkuvuus ja joustavuus ovat olennaisen tärkeitä. Raskaiden ja suurikokoisten automaattikoneiden käyttö rajoittaa niiden soveltuvuuden pääasiassa työpajatyöhön, erityisesti pitkien, keskeyttämättömien hitsaussaumojen tekemiseen.
4) Korkeat alkuasennuskustannukset
Vaikka SAW-tekniikan korkea hyötysuhde tekee siitä pitkällä aikavälillä kustannustehokkaan, alkuasennus- ja laitteistokustannukset voivat olla korkeat. Automatisoidut järjestelmät ja SAW-tekniikkaan erikoistuneet koneet merkitsevät yrityksille merkittävää investointia, etenkin pienemmille yrityksille tai hankkeille, joiden budjetti on rajallinen.
5) Ohutmateriaalien hitsaamisen vaikeus
SAW-hitsaus sopii parhaiten paksummille materiaaleille, yleensä yli 5 mm:n paksuuksille. Ohempia osia hitsattaessa menetelmä voi aiheuttaa läpipalamisen tai liiallisen lämmönsyötön, mikä johtaa vääntymiseen tai muihin virheisiin. Tämä rajoittaa sen käyttöä aloilla tai sovelluksissa, joissa ohuita materiaaleja käytetään yleisesti.
6) Kuonan poisto vaaditaan
Vaikka kuona tarjoaa erinomaisen suojan hitsausprosessin aikana, se on poistettava jokaisen hitsauskerran jälkeen. Vaikka kuona on yleensä helppo poistaa, se lisää kuitenkin ylimääräisen työvaiheen koko hitsausprosessiin. Monikerroksisissa hitsauksissa tästä voi tulla työlästä ja aikaa vievää.

Kaasusuojahitsaus | |
EDUT | HAITAT |
Suuret kerrostumisnopeudet | Vain tasaisille ja vaakasuorille hitsaussaumoille |
Syvä hitsausläpäisy | Vaatii yhteistä valmistelua |
Laadukkaat hitsausliitokset | Määrä- ja liikkuvuusongelmat |
Operaattorin väsymys on vähäistä | Korkeat alkuasennuskustannukset |
Kaasusuojausta ei tarvita | Ohutmateriaalien hitsaamisen vaikeudet |
| Vähemmän hitsausroiskeita ja -höyryjä | Kuonan poisto vaaditaan |
Lopuksi submerged arc -hitsauksesta (SAW)
Sulakehitsaus (SAW) on tehokas ja tuottava hitsausmenetelmä, jolla on selkeitä etuja etenkin raskaissa sovelluksissa. Sen kyky tuottaa laadukkaita, syvälle tunkeutuvia hitsaussaumoja suurella nopeudella tekee siitä suositun valinnan aloilla, joilla tarvitaan kestäviä ja luotettavia liitoksia. Sulakehitsauksen rajoitukset edellyttävät kuitenkin, että projektin erityisvaatimukset arvioidaan huolellisesti ennen tämän hitsausmenetelmän valitsemista.
Suurissa teollisissa sovelluksissa, joissa paksut materiaalit, tasohitsaus ja suuret kerrostusnopeudet ovat olennaisia, SAW-hitsaus on edelleen hyvä valinta. Monimutkaisemmissa muodoissa, ohuemmilla materiaaleilla tai tilanteissa, joissa liikkuvuus on etusijalla, muut hitsaustekniikat voivat kuitenkin osoittautua sopivammiksi.
