
Сварка под флюсом — это универсальный и эффективный метод сварки, широко применяемый в промышленности. Данный процесс пользуется популярностью в таких отраслях тяжелой промышленности, как судостроение, изготовление сосудов под давлением и строительство металлоконструкций, благодаря высокой скорости наплавки и высокому качеству сварных швов. Однако, как и любой другой метод сварки, он имеет свои преимущества и недостатки, о которых вы узнаете из этой статьи.
Что такое сварка под флюсом?
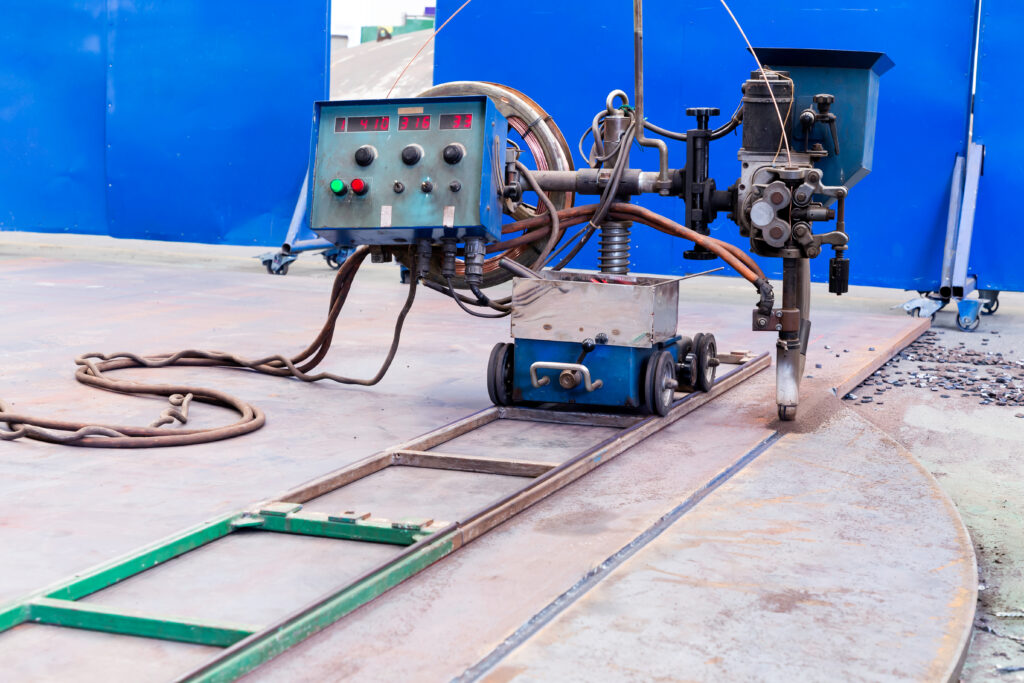
Сварка под флюсом (SAW) — это процесс дуговой сварки, при котором непрерывно подаваемый расходный электрод и заготовка соединяются посредством образования электрической дуги. Дуга полностью погружена под слой гранулированного флюса, который плавится под воздействием тепла, выделяемого дугой.
Флюс образует защитный шлак над расплавленной зоной сварки, защищая её от загрязнения атмосферными газами, стабилизируя дугу и предотвращая браздышания. После затвердевания сварного шва шлак удаляется, оставляя качественный и чистый шов. Эта техника широко используется для высокоэффективной сварки толстых материалов в горизонтальном или плоском положении.
Преимущества сварки под флюсом
1) Высокая скорость осаждения
Сварка под флюсом (SAW) отличается одной из самых высоких скоростей наплавки среди всех методов дуговой сварки. Возможность непрерывной подачи электрода и эффективное использование энергии дуги обеспечивают высокую скорость сварки, благодаря чему метод SAW идеально подходит для крупномасштабных проектов. Такая высокая эффективность приводит к повышению производительности и снижению затрат на рабочую силу.
2) Глубокая проварка
Данный процесс обеспечивает глубокую проварку, что имеет решающее значение при сварке толстых листов и высокопрочных материалов. Это позволяет сократить количество проходов для достижения полного сплавления, что повышает скорость работы и снижает расход присадочного материала.
3) Высококачественные сварные швы
Одним из основных преимуществ метода SAW является возможность получения высококачественных сварных швов с минимальным количеством дефектов. Защитный слой флюса предохраняет сварочную ванну от загрязнения атмосферными газами (такими как кислород и азот), что снижает вероятность появления дефектов сварного шва, таких как пористость или шлаковые включения. Кроме того, образовавшийся шлак легко удаляется после завершения сварки.
4) Минимальная утомляемость оператора
Поскольку дуга находится под слоем флюса и не требует непосредственного визуального контроля, в ходе процесса практически не требуется вмешательство оператора. Большую часть сварочных работ может выполнять автоматическое или полуавтоматическое оборудование, что снижает утомляемость оператора и риск воздействия сварочного дыма или излучения.
5) Не требуется защита газом
В отличие от других методов, таких как сварка в среде защитного газа (GMAW) или сварка вольфрамовым электродом в среде защитного газа (GTAW), при сварке под флюсом (SAW) не требуется внешний защитный газ. Сам флюс обеспечивает всю необходимую защиту сварочной ванны, что делает этот метод экономически выгодным и подходящим для работы на открытом воздухе, где ветер может нарушить действие газовой защиты.
6) Меньше сварочных брызг и дыма
Погружение дуги под слой флюса позволяет обеспечить более чистую рабочую среду с минимальным количеством брызг и меньшим количеством сварочного дыма. Это способствует созданию более безопасных и комфортных условий труда для работников и снижает необходимость в очистке после сварки.
Недостатки сварки под флюсом
1) Только для плоских и горизонтальных сварных швов
Одним из наиболее существенных недостатков сварки SAW является ограничение её применения плоскими или горизонтальными положениями сварки. Ввиду склонности расплавленного шлака к стеканию этот процесс не подходит для вертикальной или надголовой сварки, что снижает его универсальность по сравнению с другими методами сварки.
2) Требует совместной подготовки
Правильная подготовка стыка имеет решающее значение для успешного проведения сварки дугой в среде защитных газов (SAW). Для обеспечения глубокого провара дуги требуется точное совмещение деталей и контроль зазора между ними, что может увеличить затраты времени и средств на этапе подготовки к сварке. Толстые листы могут потребовать снятия фаски, что еще больше увеличит время наладки.
3) Проблемы, связанные с объемом и мобильностью
Оборудование для сварки SAW может быть громоздким и трудноперемещаемым. Это делает его менее подходящим для небольших, ограниченных пространств или полевых работ, где мобильность и гибкость имеют решающее значение. Использование тяжелых и габаритных автоматизированных машин ограничивает его применение работами в цехах, особенно при выполнении длинных непрерывных сварных швов.
4) Высокие затраты на первоначальную настройку
Несмотря на то что высокая эффективность технологии SAW делает её экономически выгодной в долгосрочной перспективе, первоначальные затраты на наладку и оборудование могут быть значительными. Автоматизированные системы и специализированное оборудование для технологии SAW требуют от компаний значительных инвестиций, особенно от малых предприятий или проектов с ограниченным бюджетом.
5) Сложность сварки тонких материалов
Сварка SAW лучше всего подходит для более толстых материалов, как правило, толщиной более 5 мм. При сварке более тонких деталей этот процесс может привести к прожиганию или чрезмерному тепловому воздействию, что вызывает деформацию или другие дефекты. Это ограничивает его применение в отраслях или областях, где широко используются тонкие материалы.
6) Требуется удаление шлака
Хотя шлак обеспечивает отличную защиту во время сварки, его необходимо удалять после каждого прохода. Несмотря на то что шлак, как правило, легко удаляется, это все же добавляет дополнительный этап к общему процессу сварки. При многопроходной сварке это может стать трудоемким и длительным процессом.

Сварка под флюсом | |
ПРЕИМУЩЕСТВА | НЕДОСТАТКИ |
Высокая скорость осаждения | Только для плоских и горизонтальных сварных швов |
Глубокая проварка | Требуется совместная подготовка |
Высококачественные сварные швы | Проблемы, связанные с объемом и мобильностью |
Минимальная утомляемость оператора | Высокие первоначальные затраты на наладку |
Газовая защита не требуется | Сложности при сварке тонких материалов |
| Меньше сварочных брызг и дыма | Требуется удаление шлака |
Заключительные замечания по сварке под флюсом (SAW)
Сварка под флюсом (SAW) — это эффективный и высокопроизводительный метод сварки, обладающий явными преимуществами, особенно при выполнении тяжелых работ. Способность получать высококачественные швы с глубоким провалом при высоких скоростях делает этот метод популярным выбором в отраслях, где требуются прочные и надежные соединения. Однако ввиду ограничений метода SAW перед его выбором необходимо тщательно оценить конкретные требования проекта.
Для крупномасштабных промышленных применений, где важны толстые материалы, плоская сварка и высокая скорость наплавки, сварка SAW по-прежнему остается хорошим выбором. Однако для более сложных геометрических форм, тонких материалов или в случаях, когда приоритетом является мобильность, другие методы сварки могут оказаться более подходящими.
