
Toz Altında Ark Kaynağı, endüstriyel uygulamalarda yaygın olarak kullanılan çok yönlü ve verimli bir kaynak tekniğidir. Bu işlem, yüksek biriktirme hızları ve kaliteli kaynakları sayesinde gemi yapımı, basınçlı kap imalatı ve yapı mühendisliği gibi ağır sanayi dallarında yaygın olarak tercih edilmektedir. Ancak, diğer tüm kaynak yöntemleri gibi, bu yöntemin de kendine özgü avantajları ve dezavantajları vardır; bunları bu makalede bulabilirsiniz.
Tozaltı Kaynağı Nedir?
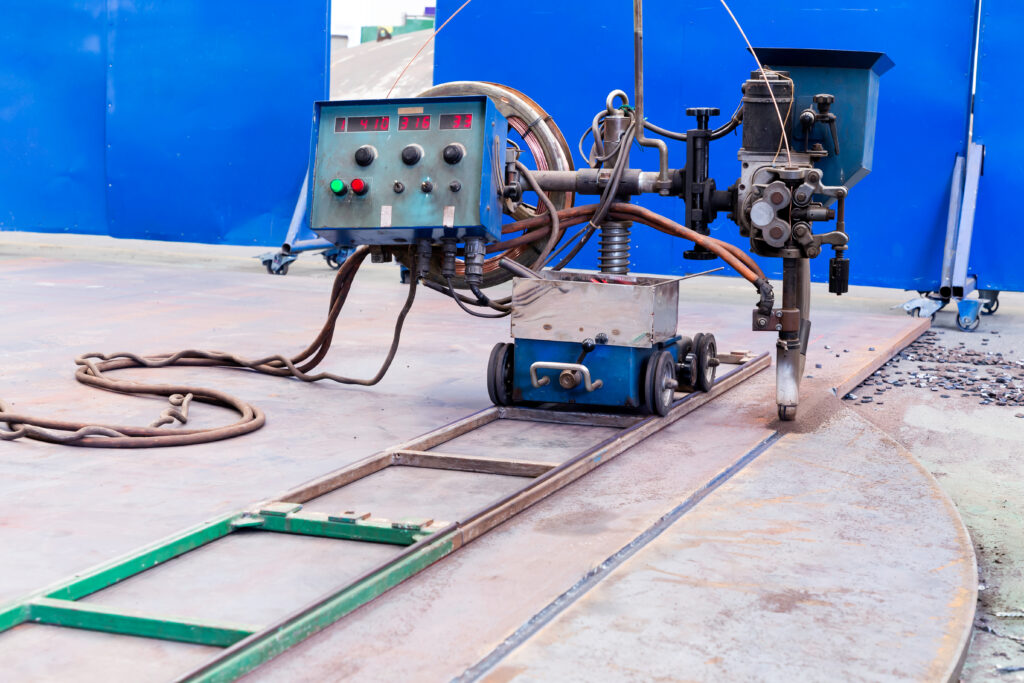
Dalgıç Ark Kaynağı (SAW) , sürekli beslenen bir sarf elektrot ile iş parçasının elektrik arkı oluşturularak birleştirildiği bir ark kaynağı işlemidir. Ark, arkın ürettiği ısı ile eriyen granül toz tabakasının altında tamamen gömülüdür.
Flux, erimiş kaynak havuzunun üzerinde koruyucu bir cüruf tabakası oluşturarak onu atmosferik kirlenmeden korur, arkı dengeler ve sıçramayı. Kaynak katılaştığında cüruf uzaklaştırılır ve geriye yüksek kaliteli, temiz bir kaynak kalır. Bu teknik genellikle yatay veya düz pozisyonlarda kalın malzemelerin yüksek verimli kaynağı için kullanılır.
Topuz Kaynağının Avantajları
1) Yüksek birikim hızları
SAW, ark kaynağı işlemleri arasında en yüksek biriktirme hızlarından birine sahiptir. Elektrodu kesintisiz olarak besleme yeteneği ve ark enerjisinin verimli kullanımı, hızlı kaynak işlemlerini garanti eder; bu da SAW’ı büyük ölçekli projeler için ideal kılar. Bu yüksek verimlilik, üretkenliğin artmasına ve işçilik maliyetlerinin azalmasına yol açar.
2) Derin kaynak penetrasyonu
Bu işlem, kalın levhaların ve ağır hizmet malzemelerinin kaynaklanmasında hayati önem taşıyan derin nüfuz sağlar. Bu sayede tam erimeyi sağlamak için daha az geçiş yeterlidir; böylece hız artar ve gereken dolgu malzemesi miktarı azalır.
3) Yüksek kaliteli kaynaklar
SAW yönteminin en önemli avantajlarından biri, kusurları en aza indirerek yüksek kaliteli kaynaklar elde etme yeteneğidir. Koruyucu akı tabakası, kaynak havuzunu atmosferik kirlenmelerden (oksijen ve azot gibi) korur; bu da gözeneklilik veya cüruf kalıntıları gibi kaynak kusurlarının ortaya çıkma olasılığını azaltır. Oluşan cüruf da kaynak işleminden sonra kolayca temizlenebilir.
4) Operatör yorgunluğunun en aza indirilmesi
Ark, tozun altında kaldığı ve doğrudan görüş gerektirmediği için, işlem sırasında operatör müdahalesine neredeyse hiç gerek kalmaz. Kaynak işleminin büyük bir kısmı otomatik veya yarı otomatik ekipmanlar tarafından gerçekleştirilebildiğinden, operatörün yorgunluğu azalır ve kaynak dumanlarına veya radyasyona maruz kalma riski azalır.
5) Gaz koruması gerekmez
Gaz Metal Ark Kaynağı (GMAW) veya Gaz Tungsten Ark Kaynağı (GTAW) gibi diğer işlemlerin aksine, SAW harici bir koruyucu gaz gerektirmez. Akı, kaynak havuzu için gerekli tüm korumayı kendisi sağlar; bu da bu yöntemi maliyet açısından verimli kılar ve rüzgârın gaz korumasını bozabileceği açık hava ortamları için uygun hale getirir.
6) Daha az kaynak sıçraması ve dumanı
Arkın toz örtüsünün altına daldırılması, sıçramaların en aza indirildiği ve kaynak dumanının azaldığı daha temiz bir çalışma ortamı sağlar. Bu, çalışanlar için daha güvenli ve konforlu bir ortam yaratmaya yardımcı olur ve kaynak sonrası temizlik ihtiyacını azaltır.
Topuzlu Kaynağın Dezavantajları
1) Düz ve yatay kaynaklarla sınırlıdır
SAW'ın en önemli sınırlamalarından biri, düz veya yatay kaynak pozisyonlarıyla sınırlı olmasıdır. Erimiş cürufun akma eğilimi nedeniyle, bu işlem dikey veya baş üstü kaynak için uygun değildir; bu da diğer kaynak işlemlerine kıyasla çok yönlülüğünü azaltmaktadır.
2) Ortak hazırlık gerektirir
Başarılı bir SAW kaynağı için ek yerinin doğru şekilde hazırlanması hayati önem taşır. Arkın derinlemesine nüfuz etmesi, iş parçaları arasında hassas bir hizalama ve boşluk kontrolü gerektirir; bu da kaynak öncesi aşamaya ek zaman ve maliyet getirebilir. Kalın levhaların pah kırılması gerekebilir ve bu da kurulum süresini daha da uzatabilir.
3) Hacim ve taşınabilirlikle ilgili sorunlar
SAW ekipmanları hacimli ve taşınması zor olabilir. Bu durum, hareket kabiliyeti ve esnekliğin hayati önem taşıdığı küçük, dar alanlar veya saha çalışmaları için bu ekipmanları daha az uygun hale getirir. Ağır ve büyük otomatik makinelerin kullanımı, özellikle uzun ve kesintisiz kaynak işlemleri söz konusu olduğunda, bu ekipmanların kullanımını atölye ortamındaki çalışmalarla sınırlar.
4) Yüksek ilk kurulum maliyetleri
SAW teknolojisinin yüksek verimliliği, uzun vadede maliyet açısından avantajlı olmasını sağlasa da, ilk kurulum ve ekipman maliyetleri yüksek olabilir. Otomatik sistemler ve SAW'a özel makineler, şirketler için, özellikle de küçük işletmeler veya sınırlı bütçeli projeler için önemli bir yatırım gerektirir.
5) İnce malzemelerin kaynaklanmasında yaşanan zorluklar
SAW, genellikle 5 mm'den daha kalın malzemeler için en uygun yöntemdir. Daha ince kesitlerin kaynaklanmasında bu işlem, malzemenin delinmesine veya aşırı ısı girişine neden olarak, malzemenin eğrilmesine veya başka kusurlara yol açabilir. Bu durum, ince malzemelerin yaygın olarak kullanıldığı sektörlerde veya uygulamalarda bu yöntemin kullanımını sınırlamaktadır.
6) Cürufun temizlenmesi gerekiyor
Cüruf, kaynak işlemi sırasında mükemmel koruma sağlasa da, her bir kaynak geçişinden sonra temizlenmesi gerekir. Cüruf genellikle kolayca temizlenebilse de, yine de genel kaynak sürecine ek bir adım ekler. Çok geçişli kaynaklarda bu işlem, emek yoğun ve zaman alıcı hale gelebilir.

Kapalı Ark Kaynağı | |
AVANTAJLARI | DEZAVANTAJLARI |
Yüksek biriktirme hızları | Sadece düz ve yatay kaynaklar için geçerlidir |
Derin kaynak penetrasyonu | Eklem hazırlığı gerektirir |
Yüksek kaliteli kaynaklar | Toplu taşıma ve ulaşım sorunları |
Operatör yorgunluğunun en aza indirilmesi | Yüksek ilk kurulum maliyetleri |
Gaz koruması gerekmez | İnce malzemelerin kaynaklanmasında karşılaşılan zorluklar |
| Daha az kaynak sıçraması ve duman | Cürufun temizlenmesi gerekiyor |
Gömülü Ark Kaynağı (SAW) Hakkında Son Düşünceler
Kapalı Ark Kaynağı (SAW), özellikle ağır hizmet uygulamalarında belirgin avantajlara sahip, etkili ve yüksek verimli bir kaynak işlemidir. Yüksek hızlarda yüksek kaliteli, derin penetrasyonlu kaynaklar üretme kabiliyeti, bu yöntemi sağlam ve güvenilir birleşim yerleri gerektiren sektörler için popüler bir tercih haline getirmektedir. Bununla birlikte, SAW’ın sınırlamaları nedeniyle, bu kaynak yöntemini seçmeden önce projenin özel gereksinimlerinin değerlendirilmesi büyük önem taşımaktadır.
Kalın malzemeler, düz kaynak ve yüksek biriktirme hızlarının gerekli olduğu büyük ölçekli endüstriyel uygulamalar için SAW, hâlâ iyi bir seçenek olmaya devam etmektedir. Ancak daha karmaşık geometriler, daha ince malzemeler söz konusu olduğunda veya hareket kabiliyeti öncelikli olduğunda, diğer kaynak teknikleri daha uygun olabilir.
