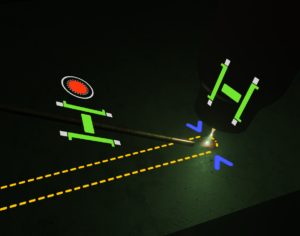
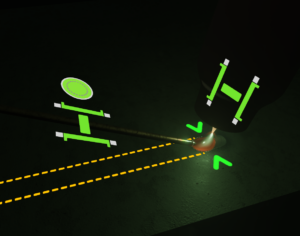
Tiesitkö, että Soldamatic voi näyttää ohjeita harjoituksen aikana? Tämä AR-hitsaussimulaattori analysoi liikkeitäsi harjoituksen aikana, antaa välitöntä palautetta ja tekee harjoituksesta opettavaisemman. Hitsaaja voi seurata reaaliajassa, ovatko kulma, liikkumisnopeus tai jännitearvot sopivia, sillä simulaation aikana näkyy punaisia merkkejä. Toisaalta ohjeet näkyvät vihreinä, jos harjoitus sujuu oikein.