サブマージアーク溶接は、産業分野で広く用いられている汎用性が高く効率的な溶接技術です。このプロセスは、高い溶着速度と高品質な溶接部が得られることから、造船、圧力容器製造、構造物建設などの重工業分野で広く採用されています。しかし、他の溶接方法と同様に、この技術にも独自のメリットとデメリットがあり、本記事ではそれらについて解説します。
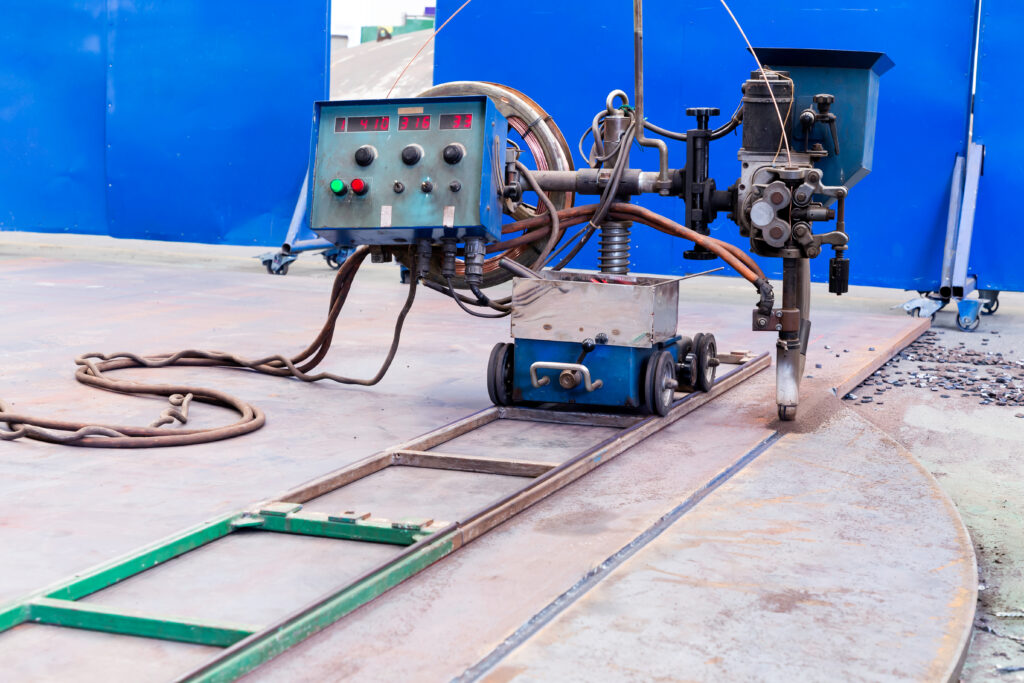
サブマージアーク溶接(SAW) は、連続供給される消耗電極と被溶接材が、アークの発生によって接合されるアーク溶接法である。アークは粒状フラックスの層の下に完全に覆われ、アークによる熱でフラックスが溶融する。
フラックスは溶融した溶融池の上に保護スラグを形成し、大気中の汚染から溶融池を遮断し、アークを安定させ、 スパッタの発生を防ぎます。溶接部が凝固すると、スラグを取り除き、高品質で清浄な溶接部が残ります。この手法は、水平または平置き姿勢での厚肉材料の高効率な溶接に一般的に用いられます。
SAWは、アーク溶接プロセスの中でも最高レベルの溶着速度を誇ります。電極の連続供給とアークエネルギーの効率的な利用により、高速な溶接が可能となるため、SAWは大規模なプロジェクトに最適です。この高い効率性により、生産性の向上と人件費の削減が実現します。
このプロセスにより深い溶け込みが得られ、これは厚板や高強度材料の溶接において極めて重要です。これにより、完全な溶着を達成するための溶接パス数を減らすことができ、作業速度の向上と溶加材の使用量削減につながります。
SAWの際立った利点の一つは、欠陥を最小限に抑えながら高品質な溶接部を形成できる点です。保護フラックス層が溶融池を大気中の汚染物質(酸素や窒素など)から遮断するため、気孔やスラグ混入といった溶接欠陥の発生リスクを低減します。また、形成されたスラグは溶接後に容易に除去できます。
アークはフラックスに覆われており、直接視認する必要がないため、作業工程中に作業者が介入する必要はほとんどありません。溶接工程の大部分は自動化または半自動化された装置で処理できるため、作業者の疲労を軽減し、溶接ヒュームや放射線への曝露リスクを低減することができます。
GMAW(ガス金属アーク溶接)やGTAW(ガスタンタルムアーク溶接)などの他の溶接法とは異なり、SAW(サブマージアーク溶接)では外部からのシールドガスを必要としません。フラックス自体が溶融池に必要な保護をすべて提供するため、コスト効率に優れ、風の影響でガスシールドが乱れやすい屋外環境での使用に適しています。
アークがフラックスブランケットの下に覆われることで、スパッタの発生が最小限に抑えられ、溶接ヒュームも減少するため、作業環境がより清潔になります。これにより、作業者にとってより安全で快適な環境が整い、溶接後の清掃作業も軽減されます。
SAWの最も大きな制限の一つは、平らな位置や水平な位置での溶接に限定される点である。溶融スラグは流れやすい性質があるため、このプロセスは垂直溶接や頭上溶接には適しておらず、その結果、他の溶接プロセスと比較して汎用性が低下している。
SAW溶接を成功させるには、適切な接合部の準備が不可欠です。アークの深い溶け込みを実現するには、被溶接材間の正確な位置合わせとギャップ制御が必要であり、これにより溶接前の準備段階に余分な時間とコストがかかる可能性があります。厚板の場合は面取りが必要になる場合があり、セットアップ時間がさらに長引くことがあります。
SAW溶接装置はかさばり、移動が困難な場合があります。そのため、機動性や柔軟性が不可欠な狭い場所や現場作業にはあまり適していません。重くて大型の自動溶接機を使用するため、その用途は作業場での作業、特に長時間の連続溶接に限られてしまいます。
SAWは高い効率性を誇るため、長期的にはコスト効率に優れていますが、初期の導入費用や設備費用は高額になる場合があります。自動化システムやSAW専用の機械は、企業、特に中小企業や予算が限られているプロジェクトにとっては、多額の投資を要することになります。
SAWは、通常5mmを超える厚い材料に最も適しています。薄い材料を溶接する場合、このプロセスでは溶け落ちや過度な入熱が生じ、歪みやその他の欠陥を引き起こす可能性があります。そのため、薄い材料が一般的である産業や用途での使用には制限があります。
溶滓は溶接工程において優れた保護効果を発揮しますが、各パス終了後には除去する必要があります。通常、溶滓は容易に除去できますが、それでも溶接工程全体において追加の手順となります。多層溶接の場合、この作業は手間と時間を要する作業となり得ます。
サブマージアーク溶接
メリット
デメリット
高い堆積速度
平溶接および水平溶接に限定されます
深い溶け込み
事前の準備が必要です
高品質な溶接
大量輸送と移動に関する課題
オペレーターの疲労を最小限に抑える
初期導入コストが高い
ガスシールドは不要です
薄板の溶接における難点
スラグの除去が必要
サブマージアーク溶接(SAW)は、特に重負荷用途において明確な利点を有する、効果的かつ高効率な溶接プロセスです。高品質で溶込みの深い溶接部を高速で形成できるため、堅牢で信頼性の高い接合部が求められる産業分野で広く採用されています。しかし、SAWにはいくつかの制約があるため、この溶接法を採用する前には、プロジェクトの具体的な要件を十分に評価することが不可欠です。
厚肉材料、平面溶接、および高い溶着速度が不可欠な大規模な産業用途においては、SAWが依然として優れた選択肢です。しかし、形状がより複雑な場合や、薄肉材料の場合、あるいは機動性が優先される場合には、他の溶接技術の方が適している場合があります。
Seabery Robotics 拡張現実(AR)Robotics は、溶接トレーニングとロボットによる自動化を結びつけます。詳細情報をご希望の方、またはご自身の教育プログラムや技術プログラムへの導入可能性についてご検討中の方は、フォームにご記入ください。