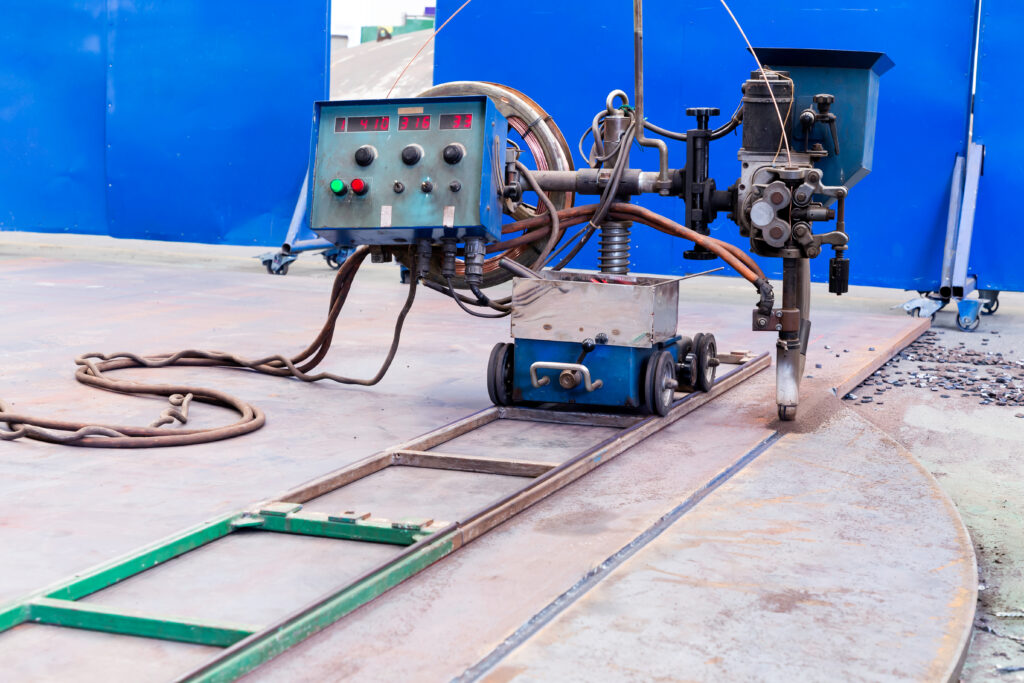
تتميز تقنية اللحام بالصهر تحت الرمل (SAW) بواحد من أعلى معدلات الترسيب بين عمليات اللحام بالقوس الكهربائي. وتضمن القدرة على تغذية القطب بشكل مستمر والاستفادة الفعالة من طاقة القوس الحصول على لحامات سريعة، مما يجعل تقنية SAW خيارًا مثاليًا للمشاريع الكبيرة. وتؤدي هذه الكفاءة العالية إلى زيادة الإنتاجية وخفض تكاليف العمالة.