
Hàn hồ quang chìm là một kỹ thuật hàn linh hoạt và hiệu quả, được ứng dụng rộng rãi trong các lĩnh vực công nghiệp. Quy trình này được ưa chuộng trong các ngành công nghiệp nặng như đóng tàu, chế tạo bình áp lực và kỹ thuật kết cấu nhờ tốc độ đắp kim loại cao và chất lượng mối hàn tốt. Tuy nhiên, giống như bất kỳ phương pháp hàn nào khác, nó cũng có những ưu điểm và nhược điểm riêng mà bạn sẽ tìm hiểu trong bài viết này.
Hàn hồ quang chìm là gì?
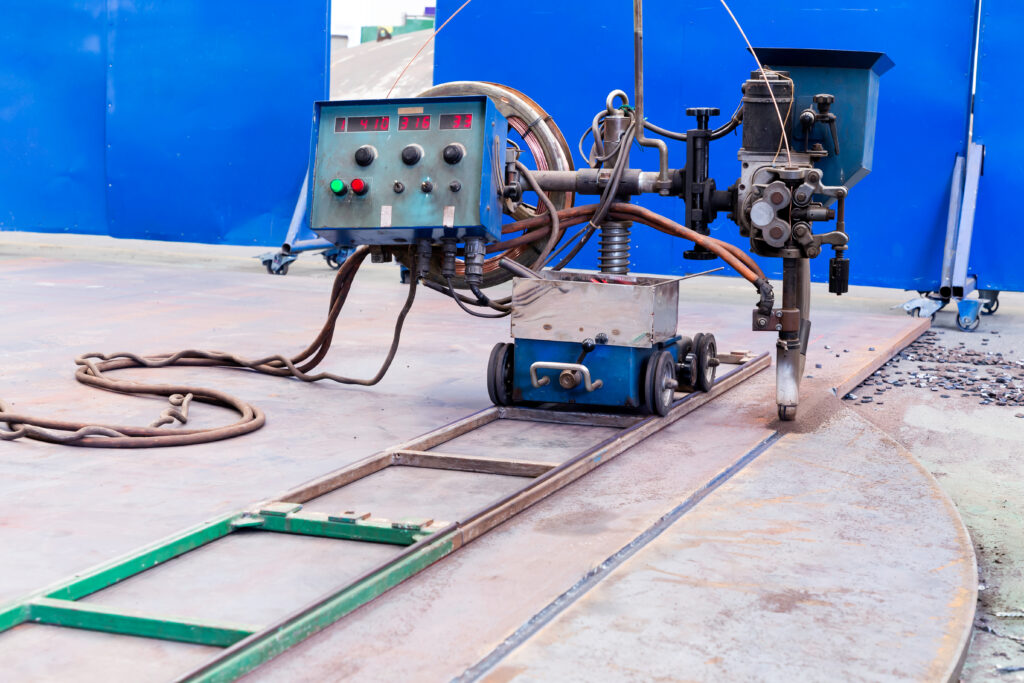
Hàn hồ quang chìm (SAW) là một quy trình hàn hồ quang trong đó điện cực tiêu hao được cấp liên tục và chi tiết gia công được nối với nhau thông qua việc tạo ra hồ quang điện. Hồ quang được ngập hoàn toàn dưới một lớp chất trợ hàn dạng hạt, chất này sẽ tan chảy khi hồ quang sinh nhiệt.
Chất trợ hàn tạo thành một lớp xỉ bảo vệ trên vũng hàn nóng chảy, giúp ngăn chặn sự ô nhiễm từ không khí, ổn định hồ quang và ngăn ngừa tia bắn. Khi mối hàn đông cứng, lớp xỉ được loại bỏ, để lại một mối hàn sạch sẽ và chất lượng cao. Kỹ thuật này thường được sử dụng để hàn hiệu quả cao các vật liệu dày ở vị trí ngang hoặc nằm ngang.
Ưu điểm của phương pháp hàn hồ quang chìm
1) Tốc độ lắng đọng cao
Phương pháp hàn SAW có tốc độ đắp kim loại thuộc hàng cao nhất trong các quy trình hàn hồ quang. Khả năng cấp điện cực liên tục cùng với việc sử dụng hiệu quả năng lượng hồ quang đảm bảo tốc độ hàn nhanh, khiến phương pháp SAW trở thành lựa chọn lý tưởng cho các dự án quy mô lớn. Hiệu suất cao này giúp tăng năng suất và giảm chi phí nhân công.
2) Độ ăn sâu của mối hàn
Quy trình này mang lại độ thâm nhập sâu, yếu tố then chốt trong việc hàn các tấm thép dày và vật liệu chịu lực cao. Điều này giúp giảm số lượt hàn cần thiết để đạt được sự hòa tan hoàn toàn, từ đó nâng cao tốc độ và giảm lượng vật liệu hàn cần sử dụng.
3) Các mối hàn chất lượng cao
Một trong những ưu điểm nổi bật của phương pháp hàn SAW là khả năng tạo ra các mối hàn chất lượng cao với rất ít khuyết tật. Lớp chất trợ hàn bảo vệ vùng hàn khỏi sự ô nhiễm từ không khí (như oxy và nitơ), từ đó giảm thiểu nguy cơ xuất hiện các khuyết tật hàn như lỗ rỗng hoặc tạp chất xỉ. Ngoài ra, xỉ hình thành sau khi hàn cũng có thể được loại bỏ dễ dàng.
4) Giảm thiểu mệt mỏi cho người vận hành
Do hồ quang được che phủ bởi lớp bột hàn và không cần quan sát trực tiếp, nên người vận hành hầu như không cần can thiệp trong quá trình này. Thiết bị tự động hoặc bán tự động có thể đảm nhận phần lớn quy trình hàn, giúp giảm bớt sự mệt mỏi cho người vận hành cũng như nguy cơ tiếp xúc với khói hàn hoặc bức xạ.
5) Không cần khí bảo vệ
Khác với các phương pháp hàn khác như hàn hồ quang kim loại trong khí (GMAW) hay hàn hồ quang vonfram trong khí (GTAW), phương pháp hàn SAW không cần sử dụng khí bảo vệ bên ngoài. Chính chất trợ hàn đã cung cấp toàn bộ sự bảo vệ cần thiết cho vũng hàn, giúp phương pháp này tiết kiệm chi phí và phù hợp với các môi trường ngoài trời, nơi gió có thể làm gián đoạn quá trình bảo vệ bằng khí.
6) Ít bắn tóe và khói hàn hơn
Việc ngâm vòm hồ quang dưới lớp bột phủ giúp tạo ra môi trường làm việc sạch sẽ hơn, với lượng bắn tóe tối thiểu và ít khói hàn hơn. Điều này góp phần tạo ra một môi trường an toàn và thoải mái hơn cho người lao động, đồng thời giảm bớt nhu cầu làm sạch sau khi hàn.
Những nhược điểm của phương pháp hàn hồ quang chìm
1) Chỉ áp dụng cho các mối hàn phẳng và ngang
Một trong những hạn chế đáng kể nhất của phương pháp hàn SAW là việc nó chỉ áp dụng được cho các tư thế hàn nằm ngang hoặc ngang. Do tính chất chảy tràn của xỉ nóng chảy, phương pháp này không phù hợp cho hàn thẳng đứng hoặc hàn trên cao, điều này làm giảm tính linh hoạt của nó so với các phương pháp hàn khác.
2) Yêu cầu sự chuẩn bị chung
Việc chuẩn bị mối hàn đúng cách là yếu tố quyết định cho sự thành công của phương pháp hàn SAW. Độ thâm nhập sâu của hồ quang đòi hỏi phải căn chỉnh chính xác và kiểm soát khe hở giữa các chi tiết gia công, điều này có thể làm tăng thêm thời gian và chi phí cho giai đoạn chuẩn bị trước khi hàn. Các tấm thép dày có thể cần phải vát cạnh, khiến thời gian chuẩn bị càng kéo dài hơn.
3) Các vấn đề về khối lượng và tính di động
Thiết bị hàn có thể cồng kềnh và khó di chuyển. Điều này khiến chúng ít phù hợp với những không gian nhỏ hẹp hoặc công việc thực địa, nơi tính cơ động và linh hoạt là yếu tố thiết yếu. Việc sử dụng các máy móc tự động cồng kềnh và nặng nề khiến phạm vi ứng dụng của chúng bị giới hạn trong các hoạt động tại xưởng, đặc biệt là đối với các mối hàn dài và liên tục.
4) Chi phí thiết lập ban đầu cao
Mặc dù hiệu suất cao của công nghệ SAW giúp nó trở nên kinh tế về lâu dài, nhưng chi phí lắp đặt ban đầu và chi phí thiết bị có thể khá cao. Các hệ thống tự động và máy móc chuyên dụng cho công nghệ SAW đòi hỏi một khoản đầu tư đáng kể từ phía các doanh nghiệp, đặc biệt là các doanh nghiệp nhỏ hoặc các dự án có ngân sách hạn hẹp.
5) Khó khăn khi hàn các vật liệu mỏng
Phương pháp hàn SAW phù hợp nhất với các vật liệu dày, thường là trên 5 mm. Khi hàn các phần mỏng hơn, quy trình này có thể gây ra hiện tượng cháy thủng hoặc lượng nhiệt đầu vào quá mức, dẫn đến biến dạng hoặc các khuyết tật khác. Điều này hạn chế việc áp dụng phương pháp này trong các ngành công nghiệp hoặc ứng dụng thường sử dụng vật liệu mỏng.
6) Cần phải loại bỏ xỉ
Mặc dù xỉ mang lại khả năng bảo vệ tuyệt vời trong quá trình hàn, nhưng nó phải được loại bỏ sau mỗi đường hàn. Dù xỉ thường dễ dàng loại bỏ, việc này vẫn tạo thêm một bước nữa vào quy trình hàn tổng thể. Trong các mối hàn nhiều đường, việc này có thể trở nên tốn nhiều công sức và thời gian.

Hàn hồ quang chìm | |
ƯU ĐIỂM | NHỮNG NHƯỢC ĐIỂM |
Tốc độ lắng đọng cao | Chỉ áp dụng cho các mối hàn phẳng và ngang |
Độ ăn sâu của mối hàn | Cần chuẩn bị chung |
Các mối hàn chất lượng cao | Các vấn đề về khối lượng và tính di động |
Giảm thiểu mệt mỏi cho người vận hành | Chi phí thiết lập ban đầu cao |
Không cần khí bảo vệ | Khó khăn trong việc hàn các vật liệu mỏng |
| Ít bắn tóe và khói hàn hơn | Cần loại bỏ xỉ |
Những suy nghĩ cuối cùng về hàn hồ quang chìm (SAW)
Hàn hồ quang chìm (SAW) là một quy trình hàn hiệu quả và có năng suất cao, mang lại những lợi thế rõ rệt, đặc biệt trong các ứng dụng công nghiệp nặng. Khả năng tạo ra các mối hàn chất lượng cao với độ thâm nhập sâu ở tốc độ cao khiến phương pháp này trở thành lựa chọn phổ biến trong các ngành công nghiệp yêu cầu các mối nối chắc chắn và đáng tin cậy. Tuy nhiên, do những hạn chế của phương pháp SAW, việc đánh giá các yêu cầu cụ thể của dự án là điều cần thiết trước khi lựa chọn phương pháp hàn này.
Đối với các ứng dụng công nghiệp quy mô lớn, nơi vật liệu dày, hàn phẳng và tốc độ đắp lớp cao là những yếu tố thiết yếu, phương pháp hàn SAW vẫn là một lựa chọn phù hợp. Tuy nhiên, đối với các hình dạng phức tạp hơn, vật liệu mỏng hơn hoặc khi tính linh hoạt là ưu tiên hàng đầu, các kỹ thuật hàn khác có thể là giải pháp phù hợp hơn.
