埋弧焊是一种用途广泛且高效的焊接技术,在工业领域得到广泛应用。由于其熔敷率高且焊缝质量优良,该工艺在造船、压力容器制造和结构工程等重工业领域广受欢迎。然而,与其他焊接方法一样,它也有其独特的优缺点,本文将对此进行阐述。
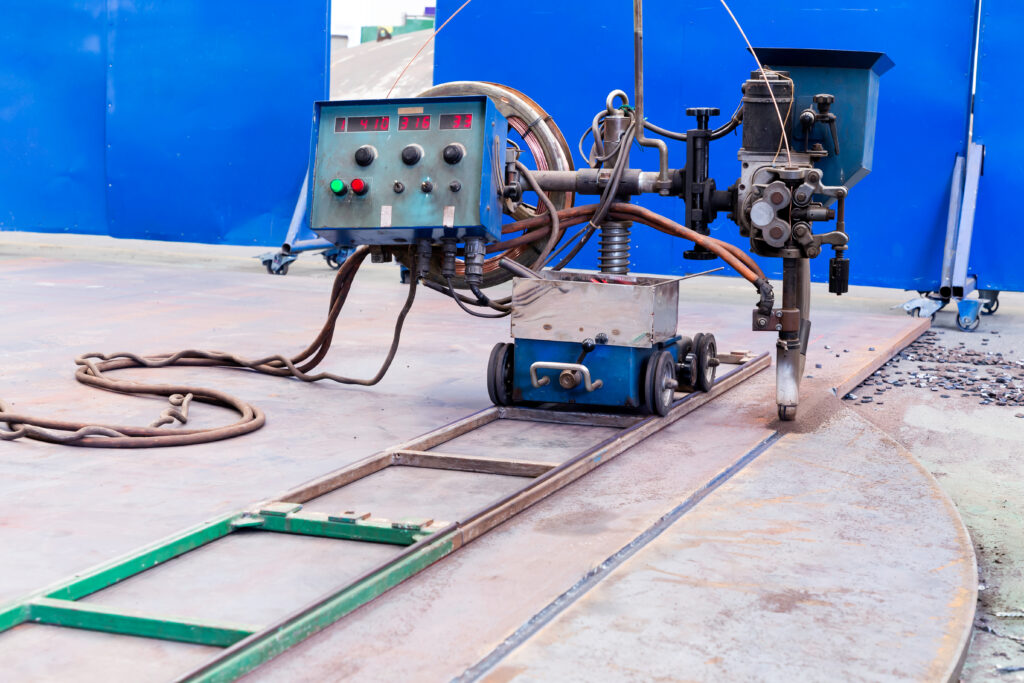
埋弧焊(SAW) 是一种电弧焊接工艺,其中通过形成电弧,将连续送入的可消耗电极与工件连接起来。电弧完全被一层颗粒状焊剂覆盖,随着电弧产生热量,焊剂随之熔化。
助焊剂在熔池表面形成一层保护性熔渣,既能防止大气污染,又能稳定电弧,并防止 飞溅。待焊缝凝固后,清除焊渣,即可获得高质量、洁净的焊缝。该工艺通常用于在水平或平焊位置对厚板进行高效焊接。
埋弧焊(SAW)在各种电弧焊接工艺中具有最高的熔敷率之一。其连续送丝能力和高效的电弧能量利用率确保了焊接速度快,因此埋弧焊非常适合大型项目。这种高效率有助于提高生产率并降低人工成本。
该工艺具有深穿透性,这对焊接厚板和重型材料至关重要。这使得在更少的焊道内即可实现完全熔合,从而提高焊接速度并减少所需填充材料的用量。
SAW工艺的一大显著优势在于其能够生成高质量且缺陷极少的焊缝。保护性药层能有效隔绝大气污染物(如氧气和氮气)对熔池的侵蚀,从而降低产生气孔或夹渣等焊缝缺陷的风险。此外,焊接后形成的焊渣也易于清除。
由于电弧被焊剂覆盖且无需直接观察,因此工艺过程中几乎不需要操作人员干预。自动化或半自动化设备可处理大部分焊接工序,从而减轻操作人员的疲劳,并降低接触焊接烟尘或辐射的风险。
与其他焊接工艺(如气体金属弧焊(GMAW)或气体钨极弧焊(GTAW))不同,砂封焊(SAW)无需外部保护气体。焊剂本身即可为熔池提供所需的全部保护,因此该工艺不仅经济实惠,而且特别适用于风力可能影响气体保护效果的户外环境。
电弧被焊剂层覆盖,从而营造出更洁净的工作环境,飞溅极少,焊接烟尘也更少。这有助于为工人创造更安全、更舒适的工作环境,并减少了焊后清理的需求。
SAW焊接的一大主要局限在于其仅适用于平焊或水平焊位。由于熔融渣具有流动的特性,该工艺不适用于立焊或仰焊,这使得其与其他焊接工艺相比,适用范围相对有限。
正确的焊缝准备对成功进行电弧亚光焊至关重要。电弧的深穿透要求工件之间必须精确对齐并控制间隙,这可能会增加焊接前的准备时间和成本。厚板可能需要进行坡口加工,从而进一步延长准备时间。
SAW设备体积庞大,难以移动。这使得它不太适合在狭小空间或野外作业中使用,因为这些场合对移动性和灵活性有较高要求。由于采用笨重且体积庞大的自动化设备,其应用范围主要局限于车间作业,特别适用于长距离、连续的焊接作业。
尽管SAW技术的高效率使其从长远来看具有成本效益,但初始的系统搭建和设备成本可能较高。自动化系统和专用的SAW设备对企业而言是一笔不小的投资,对于预算有限的小型企业或项目而言更是如此。
SAW工艺最适用于较厚的材料,通常厚度大于5毫米。在焊接较薄的工件时,该工艺可能会导致烧穿或热输入过量,从而引发翘曲或其他缺陷。这限制了其在薄材料应用普遍的行业或场景中的使用。
虽然焊渣在焊接过程中能提供极佳的保护,但每道焊缝完成后都必须将其清除。尽管焊渣通常容易清除,但这仍为整个焊接过程增加了额外的一道工序。在多道焊缝的焊接中,这可能会变得既费力又耗时。
埋弧焊
优势
缺点
高沉积速率
仅适用于平焊和水平焊
深层熔透
需要共同准备
高质量的焊缝
体积和便携性问题
最大限度地减少操作员疲劳
高昂的初期设置成本
无需气体保护
薄板焊接的难点
需要清除炉渣
埋弧焊(SAW)是一种高效且有效的焊接工艺,具有明显的优势,特别是在重型应用中。它能够以高速产生高质量、深穿透的焊缝,因此成为需要坚固可靠接头的行业的首选。然而,鉴于埋弧焊的局限性,在选择该焊接方法之前,必须对项目的具体要求进行评估。
对于需要处理厚材料、进行平面焊接且要求高熔敷率的大规模工业应用,SAW 仍是一个不错的选择。但对于几何形状更复杂、材料更薄的情况,或者当移动性是首要考虑因素时,其他焊接技术可能更合适。
Seabery Robotics 增强现实Robotics 架起了焊接培训与机器人自动化之间的桥梁。请填写表格以获取更多信息,并了解该方案如何融入您的教育或技术项目。