
Зварювання під шаром флюсу — це універсальний та ефективний метод зварювання, який широко застосовується у промисловості. Цей процес користується популярністю у таких галузях важкої промисловості, як суднобудування, виготовлення посудин під тиском та будівництво металоконструкцій, завдяки високій швидкості наплавлення та високій якості зварних швів. Однак, як і будь-який інший метод зварювання, він має свої переваги та недоліки, про які ви дізнаєтеся з цієї статті.
Що таке зварювання під шаром флюсу?
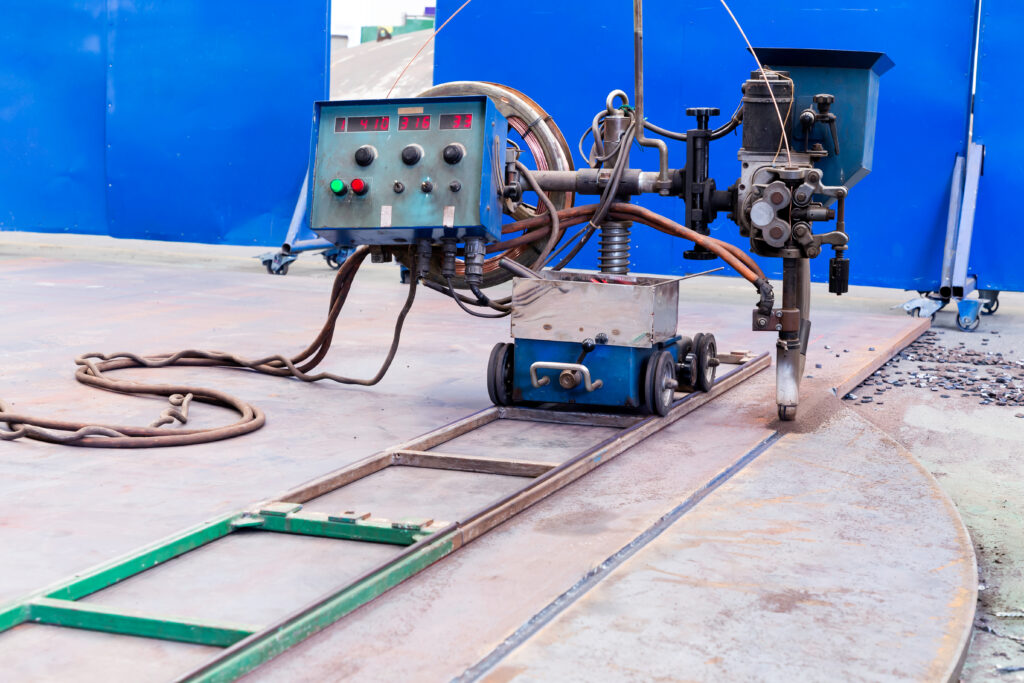
Зварювання під шаром флюсу (SAW) — це процес дугового зварювання, при якому безперервно подаваний витратний електрод і заготовка з'єднуються за допомогою електричної дуги. Дуга повністю занурена під шаром гранульованого флюсу, який плавиться під дією тепла, що виділяється дугою.
Флюс утворює захисний шлаковий шар над розплавленою зварювальною ванною, захищаючи її від атмосферного забруднення, стабілізуючи дугу та запобігаючи розбризкування. Після затвердіння зварного шва шлак видаляється, залишаючи якісний, чистий зварний шов. Ця техніка зазвичай використовується для високоефективного зварювання товстих матеріалів у горизонтальному або плоскому положенні.
Переваги зварювання під шаром флюсу
1) Високі швидкості осадження
Зварювання під флюсом (SAW) забезпечує одну з найвищих швидкостей наплавлення серед методів дугового зварювання. Можливість безперервної подачі електрода та ефективне використання енергії дуги забезпечують швидке зварювання, що робить SAW ідеальним вибором для великомасштабних проектів. Така висока ефективність сприяє підвищенню продуктивності та зниженню витрат на робочу силу.
2) Глибоке проникнення зварного шва
Цей процес забезпечує глибоке проплавлення, що має вирішальне значення для зварювання товстих листів та високоміцних матеріалів. Це дозволяє досягти повного злиття за меншу кількість проходів, що підвищує швидкість роботи та зменшує кількість необхідного присадочного матеріалу.
3) Високоякісні зварні шви
Однією з головних переваг методу SAW є здатність утворювати високоякісні зварні шви з мінімальною кількістю дефектів. Захисний шар флюсу захищає зварювальну ванну від атмосферного забруднення (наприклад, киснем та азотом), що знижує ймовірність виникнення таких дефектів зварного шва, як пористість або шлакові включення. Крім того, утворений шлак легко видаляється після зварювання.
4) Мінімальна втома оператора
Оскільки дуга знаходиться під шаром флюсу і не вимагає прямого огляду, необхідність втручання оператора під час процесу є мінімальною. Автоматизоване або напівавтоматичне обладнання може виконувати більшу частину зварювальних робіт, що зменшує втому оператора та ризик впливу зварювального диму або випромінювання.
5) Не потрібно використовувати захисний газ
На відміну від інших методів, таких як зварювання в газовому середовищі з металевим електродом (GMAW) або зварювання в газовому середовищі з вольфрамовим електродом (GTAW), метод SAW не потребує зовнішнього захисного газу. Сам флюс забезпечує необхідний захист зварювальної ванни, що робить цей метод економічно вигідним та придатним для роботи на відкритому повітрі, де вітер може порушити ефективність газового захисту.
6) Менше зварювальних бризок і диму
Занурення дуги під шар флюсу забезпечує чистіші умови роботи з мінімальним утворенням бризок та зменшенням кількості зварювального диму. Це сприяє створенню безпечніших та комфортніших умов для працівників і зменшує необхідність у очищенні після зварювання.
Недоліки зварювання під шаром флюсу
1) Тільки для плоских та горизонтальних зварних швів
Одним із найважливіших обмежень зварювання SAW є те, що воно застосовується лише у плоских або горизонтальних положеннях. Через схильність розплавленого шлаку до стікання цей процес не підходить для вертикального або надголовного зварювання, що знижує його універсальність порівняно з іншими методами зварювання.
2) Потрібна спільна підготовка
Правильна підготовка зварювального шва має вирішальне значення для успішного виконання зварювання дуговим розплавленням (SAW). Для забезпечення глибокого проплавлення дугою необхідне точне вирівнювання деталей та контроль зазору між ними, що може призвести до збільшення часу та витрат на етапі підготовки до зварювання. Товсті листи можуть потребувати зняття фаски, що ще більше збільшує час налаштування.
3) Проблеми з об'ємом та мобільністю
Обладнання для зварювання може бути громіздким і важким у переміщенні. Це робить його менш придатним для використання у невеликих, обмежених приміщеннях або під час польових робіт, де мобільність і гнучкість мають вирішальне значення. Використання важких і габаритних автоматизованих верстатів обмежує їх застосування роботами в цехах, особливо для виконання довгих безперервних зварних швів.
4) Високі початкові витрати на налагодження
Хоча висока ефективність технології SAW робить її економічно вигідною в довгостроковій перспективі, початкові витрати на налагодження та обладнання можуть бути значними. Автоматизовані системи та спеціалізоване обладнання для SAW вимагають від компаній значних інвестицій, особливо від малих підприємств або проектів з обмеженим бюджетом.
5) Складність зварювання тонких матеріалів
Зварювання SAW найкраще підходить для товстих матеріалів, зазвичай товщиною понад 5 мм. Під час зварювання тонких деталей цей процес може спричинити прогорання або надмірне надходження тепла, що призведе до викривлення або інших дефектів. Це обмежує його застосування в галузях промисловості або сферах, де зазвичай використовуються тонкі матеріали.
6) Необхідно видалити шлак
Хоча шлак забезпечує чудовий захист під час зварювання, його необхідно видаляти після кожного проходу. Незважаючи на те, що шлак зазвичай легко видаляється, це все одно додає ще один етап до загального процесу зварювання. У разі багатопрохідного зварювання це може стати трудомістким і тривалим процесом.

Зварювання під шаром флюсу | |
ПЕРЕВАГИ | НЕДОЛІКИ |
Високі показники осадження | Тільки для плоских та горизонтальних зварних швів |
Глибоке проникнення зварного шва | Потрібна спільна підготовка |
Зварні шви високої якості | Проблеми з об'ємом та мобільністю |
Мінімальна втома оператора | Високі початкові витрати на налагодження |
Газове захисне покриття не потрібне | Складність зварювання тонких матеріалів |
| Менше зварювальних бризок та диму | Необхідно видалити шлак |
Останні міркування щодо зварювання під шаром флюсу (SAW)
Зварювання під шаром флюсу (SAW) — це ефективний та високопродуктивний процес зварювання, що має очевидні переваги, особливо у важких умовах експлуатації. Завдяки здатності утворювати високоякісні зварні шви з глибоким проплавленням на високих швидкостях цей метод є популярним вибором у галузях, де потрібні міцні та надійні з'єднання. Однак через певні обмеження методу SAW перед його вибором необхідно ретельно оцінити конкретні вимоги проекту.
Для масштабних промислових застосувань, де важливе значення мають товсті матеріали, плоске зварювання та висока швидкість наплавлення, зварювання SAW залишається хорошим вибором. Однак для більш складних геометрій, тонших матеріалів або у випадках, коли на першому місці стоїть мобільність, кращим рішенням можуть виявитися інші методи зварювання.
