
Lamentablemente, los defectos de soldadura son más habituales de lo que se podría pensar. Pueden deberse a diversos factores, como técnicas inadecuadas, materiales de mala calidad o condiciones ambientales adversas. La frecuencia con la que se producen estos defectos depende de la experiencia del soldador, del equipo utilizado y de las especificaciones del proyecto.
Durante el proceso de soldadura pueden producirse irregularidades debido a técnicas incorrectas o a una desalineación de la pieza de trabajo con respecto al soldador, lo que también puede comprometer la calidad de la soldadura. Cuando una irregularidad o discontinuidad no cumple o supera la norma de homologación, se convierte en un defecto. En este artículo, analizaremos algunos de los defectos de soldadura más comunes y profundizaremos en las causas que los provocan, junto con soluciones prácticas para mitigarlos.
¿Qué es un defecto de soldadura?
Un defecto de soldadura es una imperfección o irregularidad en una unión soldada que se desvía de la calidad o las especificaciones deseadas. Estos defectos pueden comprometer la integridad, la resistencia y la funcionalidad de la soldadura, lo que podría provocar fallos estructurales o una disminución del rendimiento del componente soldado.
Los defectos de soldadura pueden adoptar diversas formas, como grietas, porosidad y otros. Estos problemas pueden deberse a diversos factores, entre los que se incluyen parámetros de soldadura incorrectos, una preparación inadecuada de los materiales, un control de calidad deficiente o factores ambientales. Sin embargo, incluso los soldadores más expertos se encuentran con defectos de vez en cuando.
Detectar y subsanar los defectos de soldadura, sus causas fundamentales y aplicar soluciones eficaces es fundamental para garantizar la fiabilidad y la seguridad de las estructuras o componentes soldados. Esto se suele llevar a cabo mediante inspecciones visuales, métodos de ensayo no destructivos y medidas correctivas, como la resoldadura, el esmerilado o el tratamiento térmico.

Tipos de defectos de soldadura
En primer lugar, conviene conocer la clasificación de los defectos. Según la zona de la soldadura, los defectos pueden ser externos o internos. En función de su tamaño, forma y orientación, pueden clasificarse como volumétricos o planos.
Desde puertas y rejas ornamentadas hasta joyas y esculturas de intrincada factura, la soldadura en forja ha permitido la realización de diseños complejos y motivos decorativos, enriqueciendo el patrimonio cultural y la sensibilidad estética. Por ejemplo, a lo largo de la historia, los herreros y artesanos han empleado técnicas de soldadura en forja para crear objetos funcionales que son a la vez bellos y una expresión artística.

- Recorte. Se trata de un defecto externo caracterizado por una ranura o depresión a lo largo del borde de la soldadura, que reduce el espesor del metal base y da lugar a una pieza de trabajo débil. Puede deberse a una temperatura inadecuada durante la cristalización de la unión o a no haber aplicado la velocidad de avance adecuada. Por otro lado, se produce un solapamiento cuando la soldadura se extiende más allá del borde de la soldadura.
- Refuerzo excesivo. Se trata de un exceso de material depositado en las pasadas finales. Este defecto puede deberse a una intensidad de corriente extrema, a velocidades de avance excesivamente lentas y a un mal ajuste de la junta. Según las normas, se considera un exceso de espesor si supera los 3 mm (por lo general, dentro de un rango aceptado de 1 a 3 mm).
- Exceso de salpicaduras. Se trata de las gotas de metal de soldadura expulsadas durante el proceso que se adhieren al metal circundante.
- Grietas internas. Se producen cuando se aplica una tensión muy elevada al punzonar una pieza, lo que genera una tensión interna en el metal que persiste una vez que el material se ha enfriado y da lugar a grietas. Estas grietas quedan ocultas en el interior de la junta soldada y, a menudo, solo se detectan mediante métodos de ensayo no destructivos, como los ensayos por rayos X o por ultrasonidos. Pueden ser grietas longitudinales, transversales o en forma de cráter. Estas grietas pueden propagarse a través del material, comprometiendo su resistencia.
- Penetración incompleta. Se trata de un tipo de falta de fusión que se produce cuando se produce en la penetración o en el cordón de raíz. El metal de aportación no penetra completamente en el espesor de la junta (sin penetración completa).
Defectos volumétricos de soldadura
Los defectos volumétricos son imperfecciones tridimensionales que se producen en el metal de soldadura o en la zona afectada por el calor (HAZ). Esto significa que se producen dentro de la unión soldada y afectan a su volumen o a su estructura interna.
- Porosidad. Este defecto se produce cuando quedan burbujas de gas atrapadas en el metal de soldadura durante la solidificación. Afecta a la soldadura al reducir su sección transversal y puede estar disperso por toda la soldadura o ser localizado. Además, es un tipo de defecto que puede aparecer tanto en el interior como en el exterior, siendo visible en la superficie de la soldadura o requiriendo procedimientos de inspección no destructiva para su localización, respectivamente. Las bolsas de gas no son visibles en la superficie de la soldadura, pero pueden debilitar su integridad.
- Inclusiones de escoria. Se trata de materiales sólidos no metálicos que quedan atrapados en el metal de soldadura. Las inclusiones de escoria suelen deberse a que no se ha utilizado la técnica de soldadura adecuada, lo que impide que la escoria flote hasta la superficie del baño de fusión para poder eliminarla.
Defectos de soldadura en el plano
Los defectos de soldadura planos son imperfecciones que se producen a lo largo de la superficie o de un único plano de una unión soldada. Estos defectos suelen ser bidimensionales y revisten gran importancia, ya que pueden comprometer la integridad estructural de la soldadura, lo que puede provocar fallos bajo tensión.
- Falta de fusión. Se trata de una discontinuidad en la soldadura, en la que no se produce la mezcla entre el material de base y el material de aportación, lo que puede manifestarse en capas intermedias de la soldadura y provocar una penetración incompleta.
- Deficiencia de relleno. Se trata de una zona longitudinal, continua o intermitente, en la superficie de una soldadura que se encuentra por debajo del nivel del metal base circundante, como consecuencia de una deposición insuficiente de metal de soldadura. Este defecto es visible desde el exterior y puede identificarse mediante una inspección visual. Factores como una velocidad de avance elevada durante la soldadura y un aporte de calor excesivo son causas habituales de la deficiencia de relleno.
Clasificación de los defectos de soldadura | |||
ÁREA | FORMA | ||
| Defecto externo | Defecto interno | Defecto volumétrico | Defecto planar |
| Refuerzo excesivo | Grietas | Inclusión de escoria | Falta de fusión |
| Porosidad | Porosidad | Porosidad | Relleno insuficiente |
| Recorte inferior | Penetración incompleta | Superposición | Penetración incompleta |
| Salpicaduras | Grietas | ||
Es importante que los soldadores y los inspectores comprendan estas clasificaciones, ya que determinan los métodos que se utilizan para detectar y subsanar los defectos. Las soluciones para estos defectos pueden consistir en utilizar materiales adecuados, eliminar las impurezas, emplear un ángulo de electrodo adecuado, precalentar correctamente la soldadura según sea necesario y aplicar una velocidad de avance adecuada durante el proceso.

Ejemplos de soluciones para defectos de soldadura | |
| Recorte inferior |
|
| Porosidad |
|
| Fusión incompleta |
|
| Grieta en la soldadura |
|
Aprovechamiento de la tecnología de realidad aumentada
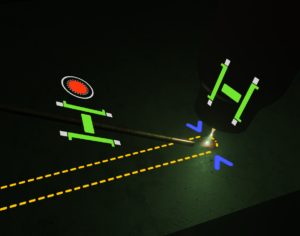
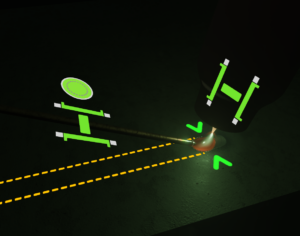
¿Sabías que Soldamatic puede activar guías durante la práctica? Este simulador de soldadura con RA analiza tus movimientos durante el ejercicio, proporcionando información instantánea y haciéndolo más instructivo. El soldador puede ver en tiempo real si el ángulo, la velocidad de desplazamiento o los valores de tensión no son los adecuados, ya que aparecen señales rojas durante la simulación. Por otro lado, las guías aparecerán en verde si la práctica es correcta.
Además, es posible mejorar la memoria muscular sin desperdiciar materias primas como el acero al carbono, el aluminio o el acero inoxidable. Garantizar unas técnicas de soldadura adecuadas y evitar los errores habituales en la soldadura también es fundamental para el control de las materias primas. La tecnología de realidad aumentada ofrece un enfoque muy positivo para reducir estos costes.
Esta solución revolucionaria ha sido desarrollada y ofrece numerosas ventajas para la formación en soldadura y el desarrollo de competencias. Soldamatic ofrece diferentes programas de formación certificados por reconocidas asociaciones de soldadura según tus necesidades específicas. En nuestra sección de casos prácticos puedes consultar las empresas industriales y los centros de formación profesional que ya están aplicando la metodología aumentada.
También puedes crear tu propio ejercicio para evaluar las habilidades de los soldadores. Por ejemplo, Soldamatic te permite generar un WPS con valores erróneos desde el principio. De este modo, si comienzan a soldar, la propia simulación muestra los defectos durante la ejecución. Además, pueden analizar el cordón de soldadura en el módulo de análisis que aparece justo después de la práctica.


34%
más soldadores certificados que con la metodología tradicional

56%
reducción del tiempo real en el aprendizaje


68%
reducción de los costes de laboratorio

84%
menos accidentes
Un enfoque transformador para mitigar los defectos de soldadura
Los accidentes de soldadura se producen cuando se descuidan las medidas de seguridad. Los defectos internos suelen requerir técnicas de inspección más avanzadas, como los ensayos por ultrasonidos o la radiografía, mientras que los defectos externos a menudo pueden identificarse mediante una inspección visual. Las soluciones para estos defectos pueden consistir en eliminar las impurezas, utilizar un ángulo adecuado del electrodo o aplicar una velocidad de avance adecuada durante el proceso. Al comprender las causas fundamentales de estos defectos comunes de soldadura y aplicar soluciones eficaces, los soldadores pueden mejorar la calidad, la resistencia y la fiabilidad de sus soldaduras.
La formación continua, el cumplimiento de las mejores prácticas de soldadura y la atención al detalle son esenciales para minimizar los defectos y lograr una calidad de soldadura superior en diversas aplicaciones industriales. Los sistemas de RA permiten a los soldadores trabajar con mayor precisión y eficiencia, al tiempo que promueven la seguridad, la productividad y la rentabilidad. Soldamatic es la solución para potenciar las mejores prácticas y la prevención de errores.
