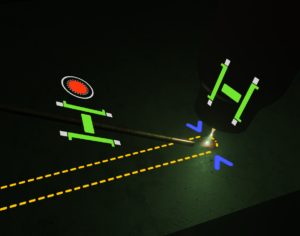
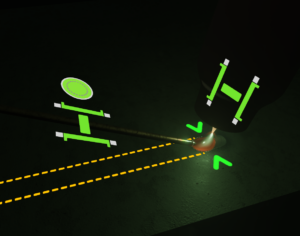
Kas teadsite, et Soldamatic võimaldab harjutamise ajal juhiseid kuvada? See AR-keevitussimulaator analüüsib teie liigutusi harjutuse ajal, andes kohest tagasisidet ja muutes harjutuse õpetlikumaks. Keevitaja saab reaalajas jälgida, kas nurk, liikumiskiirus või pinge väärtused on sobivad, sest simulatsiooni ajal kuvatakse punaseid märke. Kui harjutus on õige, kuvatakse juhised rohelisena.