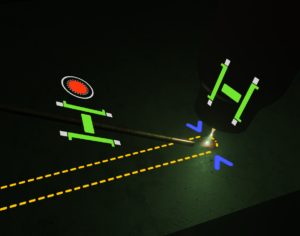
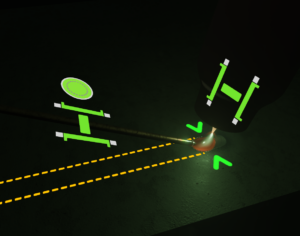
Знаете ли вы, что Soldamatic может включать подсказки во время тренировки? Этот AR-симулятор сварки анализирует ваши движения во время упражнения, давая мгновенную обратную связь и делая обучение более эффективным. Сварщик может в режиме реального времени видеть, если угол, скорость перемещения или значения напряжения не соответствуют норме, так как во время симуляции появляются красные знаки. С другой стороны, подсказки будут отображаться зеленым цветом, если выполнение упражнения правильное.