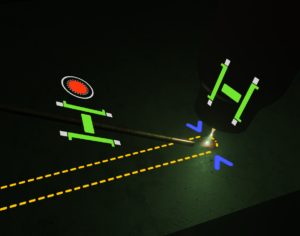
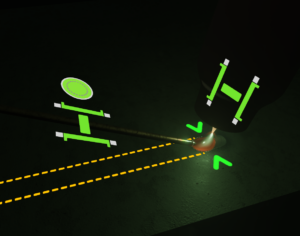
Чи знаєте ви, що Soldamatic може вмикати підказки під час тренування? Цей AR-симулятор зварювання аналізує ваші рухи під час вправи, надаючи миттєвий зворотний зв'язок і роблячи тренування більш пізнавальним. Зварювальник може в режимі реального часу бачити, чи не є кут, швидкість переміщення або значення напруги невідповідними, оскільки під час симуляції з'являються червоні знаки. З іншого боку, підказки будуть зеленого кольору, якщо виконання вправи є правильним.