残念ながら、溶接欠陥は想像以上に頻繁に発生します。その原因は、不適切な溶接技術、材料の品質不良、あるいは悪環境条件など、多岐にわたります。こうした欠陥の発生頻度は、溶接工の経験、使用する機器、およびプロジェクトの仕様によって異なります。
溶接作業中、不適切な技術や、溶接作業者と被溶接物の位置関係におけるずれによって不規則な箇所が生じることがあり、これらは溶接部の品質を損なう原因にもなります。不規則な箇所や不連続部が承認基準 を満たさない、あるいは基準を超えている場合、それは欠陥となります。本記事では、最も一般的な溶接欠陥のいくつかを取り上げ、その発生原因を詳しく解説するとともに、それらを軽減するための実践的な解決策についても紹介します。
溶接欠陥とは、溶接継手に見られる欠陥や不規則性であり、所望の品質や仕様から逸脱したものを指します。これらの欠陥は、溶接部の完全性、強度、および機能性を損なう可能性があり、構造的な破損や溶接部品の性能低下を招く恐れがあります。
溶接欠陥には、き裂や気孔など、さまざまな形態があります。これらの問題は、不適切な溶接パラメータ、不十分な下地処理、品質管理の不備、あるいは環境要因など、さまざまな要因によって生じることがあります。しかし、最も熟練した溶接工であっても、時折欠陥に直面することがあります。
溶接構造物や部品の信頼性と安全性を確保するためには、溶接欠陥とその根本原因を特定し、効果的な是正措置を講じることが極めて重要です。これには、 目視検査や非破壊検査手法に加え、再溶接、研磨、熱処理などの是正措置がしばしば用いられます。
まず、欠陥の分類について理解しておくことが重要です。溶接部の位置によって、欠陥は外部欠陥と内部欠陥に分類されます。また、大きさ、形状、向きによって、体積欠陥と平面欠陥に分類されます。
華麗な門や手すりから、精巧に作られた宝飾品や彫刻に至るまで、鍛接技術は複雑なデザインや装飾的なモチーフの実現を可能にし、文化遺産や美的感覚を豊かにしてきました。例えば、 歴史を通じて、鍛冶職人や職人たちは鍛接技術を用いて、機能性と美しさを兼ね備えた芸術的な作品を制作してきました。
体積欠陥とは、溶接金属または熱影響部(HAZ)内に生じる三次元の欠陥のことです。つまり、これらは溶接継手内部に発生し、その体積や内部構造に影響を及ぼします。
面内溶接欠陥とは、溶接継手の表面または単一の平面に沿って生じる欠陥のことです。これらの欠陥は通常、二次元的なものであり、溶接部の構造的完全性を損なう可能性があるため重大であり、引張荷重下での破損につながる恐れがあります。
溶接欠陥の分類
エリア
SHAPE
面欠陥
これらの分類は、欠陥の検出や対処方法を決めるものであるため、溶接作業者や検査員が理解しておくことが重要です。これらの欠陥に対する対策としては、適切な材料の使用、不純物の除去、適切な電極角度の採用、必要に応じて溶接部を適切に予熱すること、および作業中に適切な送給速度を維持することが挙げられます。
例 溶接欠陥の修正例
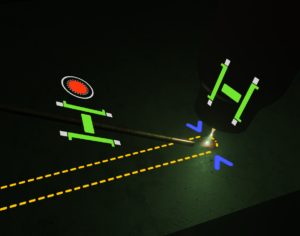
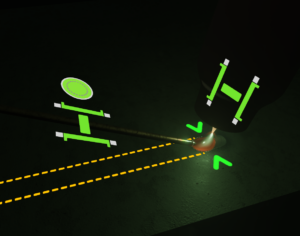
ご存知ですか? Soldamatic が、練習中にガイドを表示できることをご存知ですか?このAR溶接シミュレーターは、演習中の動きを分析し、即座にフィードバックを提供することで、より効果的な指導を実現します。角度、移動速度、電圧の値が適切でない場合、シミュレーション中に赤いマークが表示されるため、溶接作業者はリアルタイムでその状態を確認できます。一方、練習が正しい場合は、ガイドが緑色で表示されます。
さらに、炭素鋼、アルミニウム、ステンレス鋼などの原材料を無駄にすることなく、筋肉の記憶を向上させることができます。適切な溶接技術を確保し、よくある溶接ミスを回避することも、原材料の管理において不可欠です。拡張現実(AR)技術は、こうしたコストを削減するための極めて有効な手段となります。
この画期的なソリューションは、溶接の研修や 技能向上において数多くのメリットをもたらすよう開発されました。 Soldamatic は、お客様の具体的なニーズに合わせて、著名な溶接協会によって認定された様々な研修プログラムを提供しています。「導入事例」セクションでは、すでに 拡張メソドロジーを導入している産業企業や職業訓練校の事例をご覧いただけます。
また、溶接工の技能を評価するための独自の演習を作成することも可能です。例えば、Soldamatic 、最初から誤った値を含むWPSを生成することができます。これにより、溶接ビードを開始すると、シミュレーション自体が作業中の欠陥をリアルタイムで表示します。さらに、演習終了直後に表示される分析モジュールで、 溶接ビードを詳細に分析することも可能です。
従来の方法よりも多くの認定溶接士
学習におけるリアルタイム性の低下
グリーン・ ・テクノロジー
検査費用の削減
事故の減少
溶接事故は、安全対策を怠った場合に発生します。内部欠陥の検出には、超音波検査や放射線検査といった高度な検査技術が必要となる場合が多い一方、外部欠陥は目視検査で発見できることがよくあります。これらの欠陥に対する対策としては、不純物の除去、適切な電極角度の採用、あるいは溶接工程における適切な送給速度の設定などが挙げられます。こうした一般的な溶接欠陥の根本原因を理解し、効果的な対策を講じることで、溶接作業者は溶接部の品質、強度、信頼性を向上させることができます。
継続的なトレーニング、溶接のベストプラクティスの遵守、そして細部へのこだわりは、さまざまな産業用途において欠陥を最小限に抑え、優れた溶接品質を実現するために不可欠です。ARシステムは、溶接作業者がより高い精度と効率で作業を行うことを可能にし、安全性、生産性、そしてコスト効率の向上を促進します。 Soldamatic は、ベストプラクティスの徹底とミス防止を実現するソリューションです。
Seabery Robotics 拡張現実(AR)Robotics は、溶接トレーニングとロボットによる自動化を結びつけます。詳細情報をご希望の方、またはご自身の教育プログラムや技術プログラムへの導入可能性についてご検討中の方は、フォームにご記入ください。