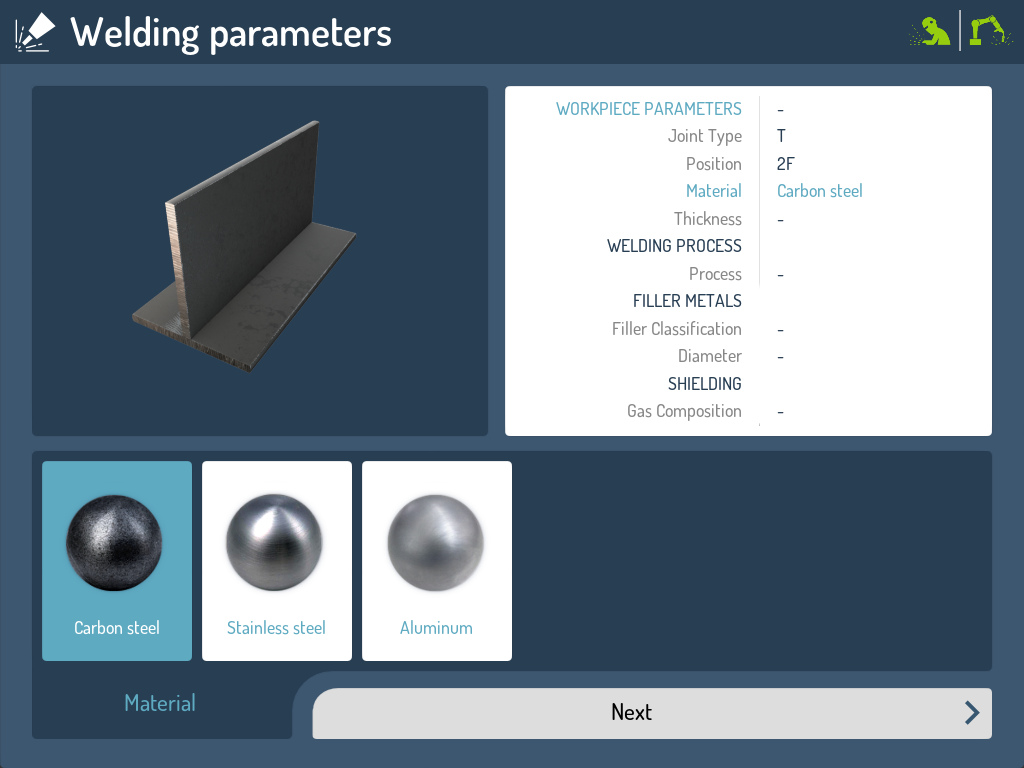
СимуляторSeabery надає зворотний зв'язок у режимі реального часу щодо таких параметрів, як довжина дуги, кут нахилу пальника, швидкість переміщення, геометрія зварювального шва тощо, що дозволяє користувачам коригувати техніку перед її застосуванням на реальному матеріалі. Його можна використовувати в лабораторіях майстерень або в розподілених навчальних середовищах, що забезпечує масове навчання без необхідності використання великої кількості фізичних зварювальних заготовок та газів.