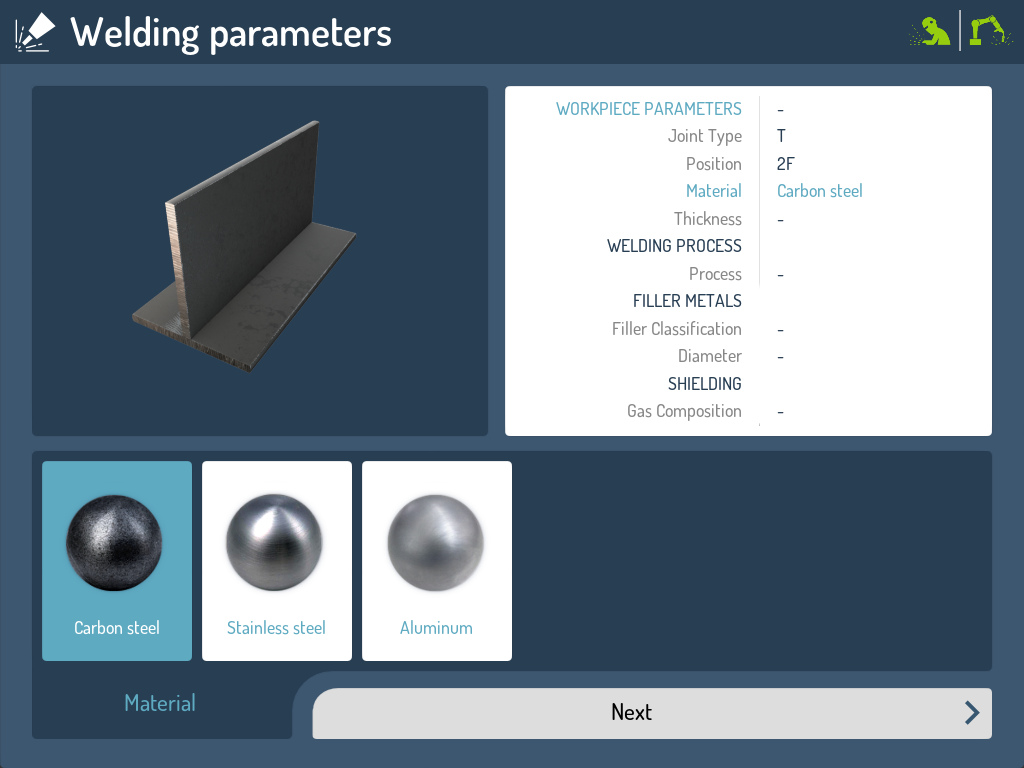
Simulador deSeabery fornece feedback em tempo real sobre parâmetros como comprimento do arco, ângulo da tocha, velocidade de deslocamento, geometria do cordão de soldadura, etc., permitindo aos utilizadores corrigir as técnicas antes de as aplicarem em material real. Pode ser implementado em laboratórios de oficina ou em ambientes de formação distribuídos, permitindo a formação em massa sem a necessidade de grandes quantidades de peças de soldadura físicas e gases.