
Dans le cadre de la transition vers la numérisation et l'automatisation industrielles, le soudage reste un domaine où se rejoignent le savoir-faire pratique, la science des matériaux et la technologie. Parmi les différents métaux, l'aluminium présente un ensemble de difficultés particulières qui nécessitent une attention toute particulière. Dans cet article, nous examinons les principaux défis liés au soudage de l'aluminium en milieu industriel et proposons des conseils pratiques pour les surmonter.
Soudage de l'aluminium : principaux défis
Le soudage de l'aluminium est nettement plus exigeant que celui de l'acier ou d'autres alliages ferreux. Parmi les principaux défis, on peut citer :
Couche d'oxyde
L'aluminium forme une couche d'oxyde (Al₂O₃) très résistante dès qu'il est exposé à l'air. Cet oxyde ayant un point de fusion bien plus élevé que le métal de base, s'il n'est pas éliminé ou brisé, il nuit à l'adhérence et entraîne une mauvaise fusion, de la porosité ou des inclusions.
De plus, l'aluminium est sensible à la contamination (par exemple : huile, graisse, humidité, vernis). Même des traces infimes de contaminants peuvent entraîner la formation de bulles, de projections ou de soudures fragiles.
Haute conductivité thermique
L'aluminium présente une conductivité thermique bien supérieure à celle de l'acier, ce qui signifie que la chaleur est rapidement évacuée de la zone de soudure. Parallèlement, son point de fusion est relativement bas. Cette combinaison se traduit par une marge de manœuvre très étroite en matière d'apport de chaleur: si vous appliquez une chaleur trop intense, vous risquez de percer le matériau ou de le déformer ; si vous n'en appliquez pas assez, la fusion sera incomplète.
Douceur
L'aluminium étant relativement mou et ductile, il se déforme facilement sous l'effet de la chaleur. Le gauchissement, la déformation, les contraintes résiduelles et le retrait sont des problèmes courants, en particulier pour les sections minces ou les pièces de grande taille. Cela nécessite un montage, un serrage et une gestion de la chaleur minutieux.

Piégeage de gaz
L'hydrogène est la principale cause de porosité dans les soudures d'aluminium. L'aluminium absorbant plus facilement l'hydrogène et le libérant plus difficilement, le gaz piégé entraîne des défauts de porosité. La présence d'humidité dans les gaz de protection ou sur les surfaces aggrave le problème.
Fusion incomplète
Un problème courant est le mauvais mouillage, par exemple lorsque le métal d'apport liquide ne s'étale pas correctement ; le manque de fusion avec le métal de base ou les passes précédentes est également un problème fréquent, en particulier lorsque les vitesses d'avance sont élevées ou que la manipulation de la torche n'est pas correcte. Dans les soudures à passes multiples, il est essentiel de garantir une bonne fusion entre les passes.
Problèmes liés à la solidification
Les alliages d'aluminium peuvent être plus sensibles à la formation de fissures (fissures à chaud, fissures de solidification), en particulier en présence d'éléments d'alliage ou d'impuretés. Il est donc essentiel de veiller au choix approprié de l'alliage, à la compatibilité des métaux d'apport et au contrôle des procédés.
Équipement
Certains procédés de soudage exigent un contrôle plus rigoureux du courant, de la forme d'onde et des mélanges gazeux. La stabilité de l'équipement est plus critique et les plages de paramètres sont plus étroites.

Les défis du soudage de l'aluminium |
Contamination |
Haute conductivité thermique |
Faible marge de point de fusion |
Distorsion |
Porosité |
Fusion incomplète |
Fissuration |
Compatibilité des processus |
Conseils et bonnes pratiques pour le soudage de l'aluminium
Compte tenu des défis mentionnés ci-dessus, voici quelques conseils éprouvés et des indications méthodologiques pour améliorer les résultats :
Préparation et nettoyage des surfaces
- Éliminez toute trace d'oxyde par des moyens mécaniques (brossage avec une brosse en acier inoxydable, meulage, fraisage) juste avant le soudage.
- Dégraissez et nettoyez soigneusement les pièces : utilisez des solvants, puis séchez-les à l'air chaud ou, si possible, au four.
- Conservez les pièces dans un endroit sec afin d'éviter qu'elles n'absorbent l'humidité.
Préchauffage et régulation de la température
- Utilisez un préchauffage modéré (si possible) afin de réduire le gradient de température et de ralentir la dissipation de la chaleur, en particulier dans les sections plus épaisses.
- Surveillez attentivement les températures entre les passes afin d'éviter toute surchauffe ou tout refroidissement excessif.
Procédé de soudage et sélection des paramètres
- Le soudage GMAW pulsé est souvent privilégié pour l'aluminium, car la forme d'onde pulsée permet de mieux contrôler l'apport de chaleur, d'améliorer le mouillage et de réduire la porosité.
- Pour le soudage TIG, les modes à courant alternatif (CA) permettent d'éliminer les oxydes et garantissent la stabilité de l'arc.
- Utilisez des vitesses de déplacement plus élevées, des angles de torche adaptés (généralement la technique de poussée) et des longueurs d'arc courtes afin de concentrer la chaleur et de réduire la déformation.

Gaz d'atmosphère et débit
- Utilisez de l'argon de haute pureté ou des mélanges argon-hélium (en fonction de l'épaisseur) avec des débits et une couverture de protection adéquats afin d'éviter toute contamination atmosphérique.
- Veillez à ce que les systèmes d'alimentation en gaz soient propres, secs et exempts de fuites, et utilisez des diffuseurs et des buses adaptés.
Matériau de remplissage et compatibilité
- Choisissez un alliage de remplissage adapté au matériau de base (par exemple, en utilisant les alliages 4043, 5356 ou d'autres, selon l'alliage d'aluminium de base).
- Veillez à maintenir une longueur de fil adéquate et un débit correct, et évitez les changements brusques de direction de soudage ou de débit de fil.
Stratégie en plusieurs passes et technique de retour en arrière
- Lors de la réalisation de soudures à plusieurs passes, veillez à ce que chaque passe adhère parfaitement à la passe précédente et aux parois latérales.
- Veillez à bien superposer les passes et envisagez d'utiliser la technique du « backstep » (souder de courts segments en sens inverse) pour mieux maîtriser l'apport de chaleur et le retrait.
Fixation et maintien
- Utilisez des dispositifs de serrage robustes, des gabarits et des languettes pour limiter la déformation.
- Envisagez de caler les pièces fines (en les fixant à des blocs lourds) afin de limiter leur déplacement.
- Soudez selon une séquence équilibrée afin de réduire le gauchissement global (par exemple : soudage symétrique progressif, soudage en quinconce).
Traitements post-soudage et développement des compétences
- Vérifier l'absence de porosité, de fissures et de défauts de fusion à l'aide de techniques d'essais non destructifs (END) telles que le contrôle par ressuage, les ultrasons ou les rayons X.
- Le soudage de l'aluminium exige une maîtrise constante de la torche, de la patience et le souci du détail. Une formation pratique associée à des retours d'information (par exemple : la visualisation de la soudure) permet de réduire la courbe d'apprentissage.
Le rôle de la réalité augmentée dans l'enseignement du soudage de l'aluminium
Alors que les industries s'orientent vers la numérisation et l'automatisation, les méthodes de formation modernes transforment la manière dont les soudeurs développent leurs compétences. Parmi celles-ci, les simulateurs de soudage en réalité augmentée (RA) se distinguent en faisant le lien entre la théorie et la pratique.
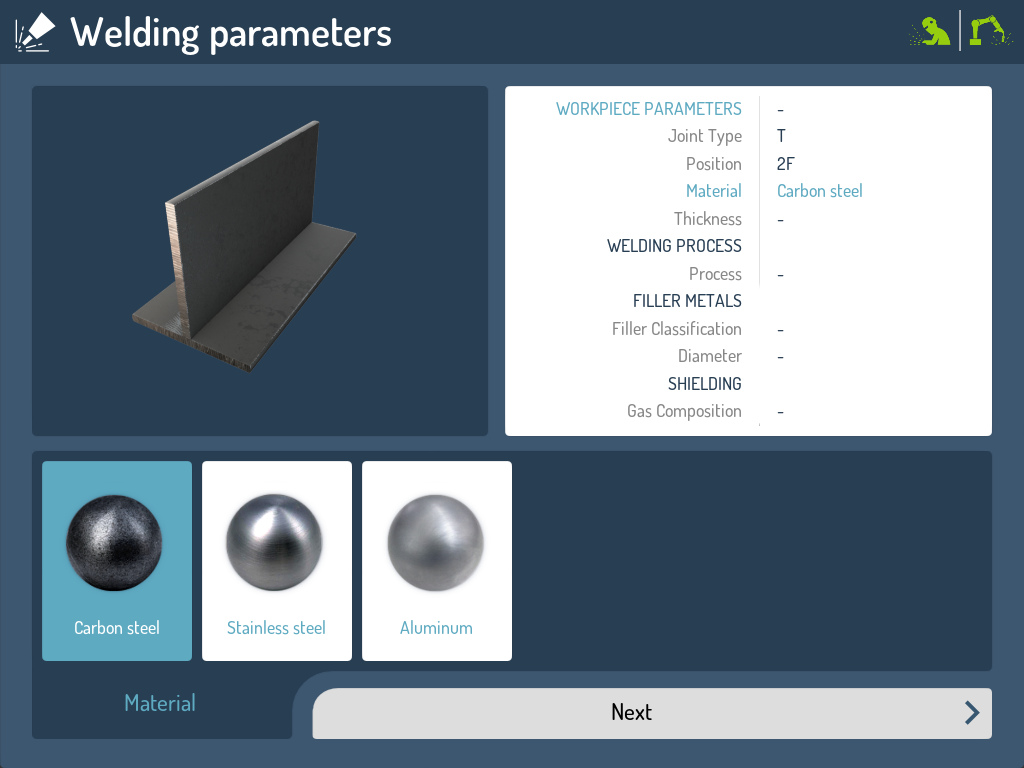
SimulateurSeabery fournit un retour d'information en temps réel sur des paramètres tels que la longueur de l'arc, l'angle de la torche, la vitesse d'avance, la géométrie du cordon de soudure, etc., permettant ainsi aux utilisateurs de corriger leurs techniques avant de les appliquer sur du matériau réel. Il peut être déployé dans des laboratoires d'atelier ou des environnements de formation décentralisés, permettant ainsi une formation à grande échelle sans nécessiter de grandes quantités de pièces de soudage physiques ni de gaz.
Cette solution de soudage prend également en charge plusieurs matériaux, dont l'aluminium, ce qui permet aux utilisateurs de s'entraîner à relever des défis spécifiques à l'aluminium sans gaspiller de véritables consommables.
Des interfaces multicapteurs et des caméras sont utilisées pour améliorer la précision et la fidélité de la formation au soudage à l'arc en simulation, ce qui facilite l'apprentissage. Le moteur HyperReal SIMTM s'efforce de reproduire fidèlement le comportement du bain de fusion, le retour d'information de la torche et la formation de défauts. Ce réalisme aide les stagiaires à transposer plus efficacement leurs compétences acquises en simulation vers des soudures réelles sur de l'aluminium.
Dans les environnements industriels qui se préparent à l'automatisation et à la robotique, la simulation en réalité augmentée s'inscrit dans le cadre de la mise à niveau des compétences du personnel et permet de combler le fossé entre les compétences manuelles et les systèmes de soudage automatisés. En adoptant la numérisation, Seaberyaide les centres de formation industrielle et les entreprises à garder une longueur d'avance alors que l'automatisation se généralise dans les systèmes de soudage.
Ainsi, une approche efficace dans la formation moderne au soudage consiste à associer la pratique traditionnelle sur le terrain à une formation numérique augmentée, utilisée comme outil de renforcement et de préparation.
La solution Seaberyet son intérêt pour le soudage de l'aluminium |
Couverture matérielle |
Réduction des coûts |
Une formation évolutive, efficace et flexible |
Mettre l'accent sur une expérience réaliste |
Adéquation avec les tendances du secteur |
Maîtriser le soudage de l'aluminium à l'ère numérique
Dans le contexte industriel actuel, le recours à la réalité augmentée pour compléter la formation pratique s'impose comme une pratique exemplaire. Cette approche s'inscrit dans les principes de l'automatisation et de la numérisation, en offrant des environnements contrôlés, des boucles de rétroaction et un développement efficace des compétences.
Seaberyillustre comment un simulateur de soudage en réalité augmentée à la pointe de la technologie peut faciliter la formation au soudage de l'aluminium, aider les entreprises à adapter plus efficacement leurs programmes de formation et contribuer à la constitution d'une main-d'œuvre plus compétente et prête pour le numérique.
