
В условиях активной цифровизации и автоматизации промышленности сварка по-прежнему остается областью, в которой сливаются воедино практические навыки, материаловедение и технологии. Среди различных металлов алюминий представляет собой особый комплекс сложностей, требующих особого внимания. В этой статье мы рассмотрим основные проблемы, возникающие при сварке алюминия в промышленных условиях, а также дадим практические рекомендации по их преодолению.
Сварка алюминия: основные проблемы
Сварка алюминия значительно сложнее, чем сварка стали или других черных металлов. К числу основных сложностей относятся:
Слой оксида
При контакте с воздухом на поверхности алюминия практически сразу образуется прочный слой оксида (Al₂O₃). Этот оксид имеет гораздо более высокую температуру плавления, чем сам металл, поэтому, если его не удалить или не разрушить, он препятствует сцеплению и приводит к некачественному сплавлению, пористости или включениям.
Кроме того, алюминий чувствителен к загрязнениям (например, маслу, смазке, влаге, лаку). Даже незначительные примеси могут привести к образованию пузырей, брызг или слабых сварных швов.
Высокая теплопроводность
Алюминий обладает гораздо более высокой теплопроводностью, чем сталь, что означает быстрый отвод тепла из зоны сварки. В то же время его температура плавления относительно низкая. Сочетание этих факторов приводит к узкому диапазону допустимой тепловой нагрузки: при избыточном нагреве возникает риск прожига или деформации, а при недостаточном — неполного сплавления.

Мягкость
Поскольку алюминий является относительно мягким и пластичным материалом, он легко деформируется под воздействием высокой температуры. Деформация, искривление, остаточные напряжения и усадка — распространенные проблемы, особенно для тонкостенных или крупных деталей. Это требует тщательной закрепления, зажима и управления температурой.
Захват газа
Водород является основной причиной пористости в сварных швах алюминия. Поскольку алюминий легче поглощает водород и с трудом его выделяет, скопившийся газ приводит к появлению пористости. Влажность в защитных газах или на поверхностях усугубляет эту проблему.
Неполное сращение
Частой проблемой является плохое смачивание, например, когда расплавленный присадочный металл не распределяется должным образом; также часто возникают проблемы с недостаточным сплавлением с основным металлом или предыдущими проходами, особенно при высоких скоростях продвижения или неправильном ведении горелки. При многопроходной сварке крайне важно обеспечить хорошее сплавление между проходами.
Проблемы, связанные с затвердеванием
Алюминиевые сплавы могут быть более подвержены образованию трещин (горячих трещин, трещин затвердевания), особенно при наличии легирующих элементов или примесей. Крайне важно обеспечить правильный подбор сплава, совместимость присадочных материалов и контроль технологического процесса.
Оборудование
Некоторые процессы сварки требуют более строгого контроля тока, формы сигнала и газовых смесей. Стабильность оборудования имеет более решающее значение, а диапазоны допустимых значений параметров более узкие.

Проблемы при сварке алюминия |
Загрязнение |
Высокая теплопроводность |
Небольшой запас по температуре плавления |
Искажение |
Пористость |
Неполное сращение |
Трещины |
Совместимость процессов |
Советы и рекомендации по сварке алюминия
Учитывая вышеуказанные проблемы, ниже приведены проверенные советы и рекомендации по методологии, которые помогут улучшить результаты:
Подготовка и очистка поверхности
- Непосредственно перед сваркой удалите оксид механическим способом (с помощью щетки из нержавеющей стали, шлифованием или фрезерованием).
- Тщательно обезжирьте и очистите детали: используйте растворители, а затем, по возможности, просушите их теплым воздухом или в печи.
- Храните детали в сухом месте, чтобы избежать поглощения влаги.
Предварительный нагрев и регулирование температуры
- Используйте умеренный предварительный нагрев (если это допустимо), чтобы уменьшить температурный градиент и замедлить отвод тепла, особенно в более толстых участках.
- Тщательно контролируйте температуру между проходами, чтобы избежать перегрева или чрезмерного охлаждения.
Процесс сварки и выбор параметров
- Импульсная сварка GMAW часто предпочтительна при работе с алюминием, поскольку импульсная форма сигнала позволяет контролировать теплоотдачу, улучшает смачиваемость и снижает пористость.
- При свар ке GTAW режимы переменного тока (AC) способствуют удалению оксидов и обеспечивают стабильность дуги.
- Используйте более высокую скорость перемещения, правильный угол наклона горелки (обычно применяется техника «толкания») и короткую длину дуги, чтобы сконцентрировать тепло и уменьшить деформацию.
Защитный газ и расход
- Для предотвращения загрязнения атмосферными газами следует использовать аргон высокой чистоты или аргон-гелиевые смеси (в зависимости от толщины) с надлежащими расходами и степенью охвата защитной атмосферой.
- Убедитесь, что системы подачи газа чистые, сухие и не имеют утечек, а также используйте подходящие газораспределители и форсунки.
Наполнитель и совместимость
- Подберите наплавочный сплав в соответствии с материалом основы (например, используя сплавы 4043, 5356 или другие в зависимости от алюминиевого сплава основы).
- Следите за правильной длиной выхода проволоки и правильной подачей, а также избегайте резких изменений направления сварки или скорости подачи проволоки.
Стратегия многократного прохода и метод обратного шага
- При выполнении многопроходной сварки убедитесь, что каждый проход плотно соединяется с предыдущим проходом и боковыми поверхностями.
- Сваривайте швы с надлетом и, возможно, используйте технику «обратного сварки» (сварка коротких отрезков в обратном направлении), чтобы контролировать приток тепла и усадку.
Крепление и фиксация
- Используйте надежные зажимы, приспособления и выступы для предотвращения деформации.
- Для тонких деталей рекомендуется использовать теплоотвод (крепление к тяжелым блокам) с целью уменьшения смещения.
- Сваривайте в сбалансированной последовательности, чтобы уменьшить общее коробление (например: постепенная симметричная сварка, сварка с пропусками).
Обработка сварных швов и повышение квалификации
- Снятие напряжений (если это допускает материал) или дробеструйная обработка могут снизить уровень остаточных напряжений.
- Проверить наличие пористости, трещин и дефектов сварки с помощью методов неразрушающего контроля (НРК), таких как капиллярный, ультразвуковой или рентгеновский контроль.
- Сварка алюминия требует постоянного контроля за горелкой, терпения и внимания к деталям. Практические занятия в сочетании с обратной связью (например, визуализация сварного шва) помогают сократить время освоения навыков.
Роль дополненной реальности в обучении сварке алюминия
По мере того как различные отрасли стремятся к цифровизации и автоматизации,современные методы обучения меняют подход к развитию навыков сварщиков. Среди них симуляторы сварки с использованием дополненной реальности (AR) выделяются как связующее звено между теорией и практикой.
СимуляторSeabery предоставляет обратную связь в режиме реального времени по таким параметрам, как длина дуги, угол наклона горелки, скорость перемещения, геометрия сварного шва и т. д., что позволяет пользователям корректировать технику перед применением ее на реальном материале. Его можно использовать в мастерских или в распределенных учебных средах, что позволяет проводить массовое обучение без необходимости использования большого количества физических заготовок для сварки и газов.
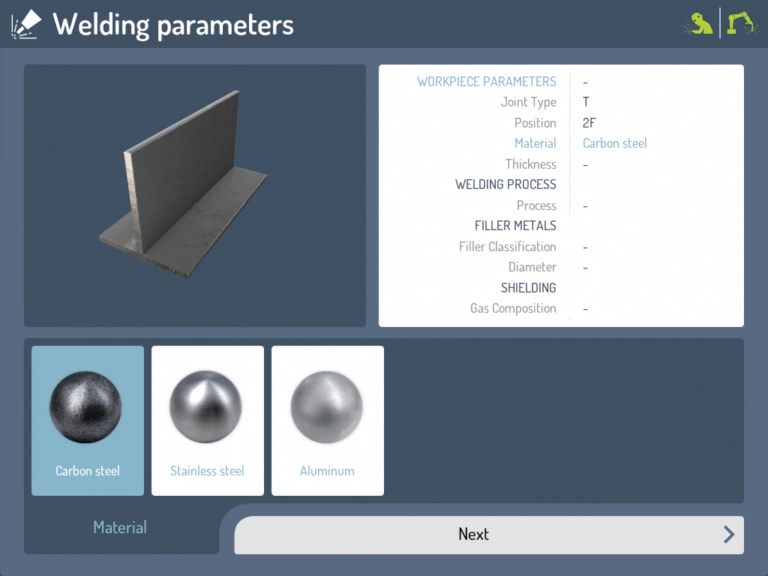
Данное решение для сварки также поддерживает работу с различными материалами, в том числе с алюминием, что позволяет пользователям отрабатывать навыки сварки алюминия без расходования реальных расходных материалов.
Для повышения точности и реалистичности обучения дуговой сварке с использованием симуляторов применяются мультисенсорные интерфейсы и камеры, что способствует более быстрому освоению материала. Движок HyperRealSIMTM призван имитировать реальное поведение сварочной ванны, обратную связь от горелки и образование дефектов. Такая реалистичность помогает обучаемым более эффективно применять виртуальные навыки при сварке алюминия в реальных условиях.
Для промышленных предприятий, готовящихся к внедрению автоматизации и робототехники, симуляция на основе дополненной реальности (AR) является частью программы повышения квалификации персонала и помогает преодолеть разрыв между навыками ручной работы и автоматизированными системами сварки. Благодаря внедрению цифровых технологий, Seaberyпомогает промышленным учебным центрам и компаниям оставаться впереди по мере все более широкого внедрения автоматизации в сварочные системы.
Таким образом, эффективная методика современного обучения сварке заключается в сочетании традиционных практических занятий с дополненным виртуальным обучением, которое служит средством закрепления знаний и подготовки.
Решение Seaberyи его преимущества для сварки алюминия |
Объем материала |
Сокращение затрат |
Масштабируемое, эффективное и гибкое обучение |
Сосредоточьтесь на реальном опыте |
Соответствие тенденциям в отрасли |
Освоение сварки алюминия в эпоху цифровых технологий
Сварка алюминия сопряжена с серьезными трудностями: образование оксидных пленок, управление теплоотводом, пористость, проблемы с плавлением и деформация — все это требует внимательности, мастерства и терпения. Однако при применении надежной методики эти препятствия можно преодолеть.
В современных промышленных условиях использование дополненной реальности в качестве дополнения к практическому обучению становится передовой практикой. Это соответствует принципам автоматизации и цифровизации, обеспечивая контролируемые условия, механизмы обратной связи и эффективное формирование навыков.
Seaberyдемонстрирует, как современный симулятор сварки с использованием дополненной реальности может способствовать обучению сварке алюминия, помочь организациям более эффективно масштабировать свои программы обучения и способствовать формированию более квалифицированной и готовой к работе в цифровой среде рабочей силы.
