
W kontekście postępującej cyfryzacji i automatyzacji przemysłu spawalnictwo pozostaje dziedziną, w której łączą się praktyczne umiejętności, wiedza materiałowa i technologia. Spośród różnych metali aluminium stwarza specyficzne trudności, które wymagają szczególnej uwagi. W niniejszym artykule omówimy główne wyzwania związane ze spawaniem aluminium w warunkach przemysłowych oraz przedstawimy praktyczne wskazówki dotyczące ich pokonywania.
Spawanie aluminium: główne wyzwania
Spawanie aluminium jest znacznie trudniejsze niż spawanie stali lub innych stopów żelaza. Do głównych wyzwań należą między innymi:
Warstwa tlenku
Aluminium niemal natychmiast po kontakcie z powietrzem tworzy trwałą warstwę tlenku (Al₂O₃). Tlenek ten ma znacznie wyższą temperaturę topnienia niż sam metal, więc jeśli nie zostanie usunięty lub naruszony, utrudnia wiązanie i prowadzi do słabego zgrzewania, porowatości lub wtrąceń.
Ponadto aluminium jest wrażliwe na zanieczyszczenia (np. olej, smar, wilgoć, lakier). Nawet śladowe ilości zanieczyszczeń mogą powodować powstawanie pęcherzyków, odprysków lub słabych spoin.
Wysoka przewodność cieplna
Aluminium charakteryzuje się znacznie wyższą przewodnością cieplną niż stal, co oznacza, że ciepło jest szybko odprowadzane ze strefy spawania. Jednocześnie jego temperatura topnienia jest stosunkowo niska. Połączenie tych czynników skutkuje wąskim zakresem dopuszczalnego wkładu cieplnego: zbyt duża ilość ciepła grozi przepaleniem lub wypaczeniem, natomiast zbyt mała – niepełnym stopieniem.

Miękkość
Ponieważ aluminium jest stosunkowo miękkie i plastyczne, łatwo ulega odkształceniom pod wpływem ciepła. Wypaczenia, odkształcenia, naprężenia szczątkowe i skurcz są powszechnymi problemami, szczególnie w przypadku cienkich przekrojów lub dużych elementów. Wymaga to starannego mocowania, zaciskania i zarządzania temperaturą.
Uwięzienie gazu
Wodór jest główną przyczyną porowatości spoin aluminiowych. Ponieważ aluminium łatwiej wchłania wodór i trudniej go uwalnia, uwięziony gaz powoduje powstawanie porowatości. Problem ten pogłębia wilgoć zawarta w gazach osłonowych lub na powierzchniach.
Niekompletne zrośnięcie
Częstym problemem jest słabe zwilżanie, np. gdy stopiony metal nie rozlewa się prawidłowo, lub brak stopienia z metalem podstawowym lub poprzednimi warstwami – zwłaszcza przy dużych prędkościach przesuwu lub nieprawidłowym prowadzeniu palnika. W przypadku spoin wielowarstwowych kluczowe znaczenie ma zapewnienie dobrego stopienia między warstwami.
Problemy związane z krzepnięciem
Stopy aluminium mogą być bardziej podatne na powstawanie pęknięć (pęknięcia termiczne, pęknięcia krzepnięcia), zwłaszcza w przypadku obecności pierwiastków stopowych lub zanieczyszczeń. Kluczowe znaczenie ma właściwy dobór stopu, zgodność materiałów wypełniających oraz kontrola procesu.
Wyposażenie
Niektóre procesy spawalnicze wymagają ściślejszej kontroli prądu, przebiegu i mieszanek gazowych. Stabilność sprzętu ma większe znaczenie, a zakresy parametrów są węższe.

Wyzwania związane ze spawaniem aluminium |
Zanieczyszczenie |
Wysoka przewodność cieplna |
Niewielki margines temperatury topnienia |
Zniekształcenie |
Porowatość |
Niekompletne zrośnięcie |
Pękanie |
Zgodność procesów |
Wskazówki i sprawdzone metody dotyczące spawania aluminium
Biorąc pod uwagę powyższe wyzwania, poniżej przedstawiamy sprawdzone wskazówki i porady dotyczące metodologii, które pomogą poprawić wyniki:
Przygotowanie powierzchni i czyszczenie
- Tuż przed spawaniem należy usunąć wszelkie ślady utlenienia metodami mechanicznymi (szczotkowanie szczotką ze stali nierdzewnej, szlifowanie, frezowanie).
- Dokładnie odtłuść i wyczyść elementy: użyj rozpuszczalników, a następnie osusz je ciepłym powietrzem lub, jeśli to możliwe, poddaj wygrzewaniu.
- Części należy przechowywać w suchym miejscu, aby zapobiec wchłanianiu wilgoci.
Rozgrzewanie i regulacja temperatury
- Należy stosować umiarkowane podgrzewanie wstępne (jeśli jest to możliwe), aby zmniejszyć gradient temperatury i spowolnić rozpraszanie ciepła, zwłaszcza w grubszych częściach.
- Należy dokładnie kontrolować temperatury między przejściami, aby uniknąć przegrzania lub nadmiernego schłodzenia.
Proces spawania i dobór parametrów
- W przypadku aluminium często wybiera się metodę GMAW z impulsami, ponieważ impulsowy przebieg prądu pozwala kontrolować doprowadzane ciepło, poprawia zwilżanie i zmniejsza porowatość.
- W przypadku spawania GTAW tryby prądu przemiennego (AC) pomagają usuwać tlenki i zapewniają stabilny łuk.
- Należy stosować większe prędkości przesuwu, odpowiednie kąty ustawienia palnika (zazwyczaj technikę pchającą) oraz krótkie długości łuku, aby skoncentrować ciepło i ograniczyć odkształcenia.
Gaz osłonowy i przepływ
- Należy stosować argon o wysokiej czystości lub mieszanki argonowo-helamowe (w zależności od grubości) przy odpowiednich natężeniach przepływu i zasięgu osłony, aby zapobiec zanieczyszczeniu atmosferycznemu.
- Należy upewnić się, że instalacje gazowe są czyste, suche i szczelne, a także stosować odpowiednie dyfuzory i dysze gazowe.
Materiał wypełniający i kompatybilność
- Należy dobrać stop wypełniający do materiału podstawowego (na przykład stosując stop 4043, 5356 lub inne, w zależności od stopu aluminiowego stanowiącego materiał podstawowy).
- Należy utrzymywać prawidłową długość wystającej części drutu, zapewnić odpowiednie podawanie drutu oraz unikać gwałtownych zmian kierunku spawania lub prędkości podawania drutu.
Strategia wieloprzebiegowa i technika cofania się
- Podczas wykonywania spoin wieloprzebiegowych należy upewnić się, że każdy przebieg łączy się z poprzednim oraz ze ściankami bocznymi.
- Należy zapewnić prawidłowe zachodzenie na siebie i ewentualnie zastosować technikę „cofania się” (spawanie krótkich odcinków w odwrotnym kierunku), aby lepiej kontrolować doprowadzane ciepło i skurcz.
Uchwyty i elementy mocujące
- Aby ograniczyć zniekształcenia, należy stosować mocne zaciski, uchwyty i zaczepy.
- W przypadku cienkich elementów warto rozważyć zastosowanie elementów rozpraszających ciepło (mocowanie do ciężkich bloków), aby ograniczyć ich przemieszczanie się.
- Spawać w sposób zrównoważony, aby ograniczyć ogólne wypaczenie (na przykład: spawanie symetryczne stopniowe, spawanie z pominięciami).
Obróbka po spawaniu i doskonalenie umiejętności
- Odprężanie (o ile pozwala na to materiał) lub śrutowanie może zmniejszyć naprężenia szczątkowe.
- Należy sprawdzić, czy nie występują porowatości, pęknięcia i wady zgrzewu, stosując techniki badań nieniszczących (NDE), takie jak badanie penetracyjne, ultradźwiękowe lub rentgenowskie.
- Spawanie aluminium wymaga stałej kontroli nad palnikiem, cierpliwości i dbałości o szczegóły. Praktyczne szkolenie w połączeniu z mechanizmami informacji zwrotnej (na przykład: wizualizacja spoiny) pomaga skrócić czas potrzebny na opanowanie tej umiejętności.
Rola rzeczywistości rozszerzonej w nauczaniu spawania aluminium
W miarę jak branże dążą do cyfryzacji i automatyzacji,nowoczesne metody szkoleniowe zmieniają sposób, w jaki spawacze rozwijają swoje umiejętności. Wśród nich na szczególną uwagę zasługują symulatory spawania wykorzystujące rzeczywistość rozszerzoną (AR), które stanowią pomost między teorią a praktyką.
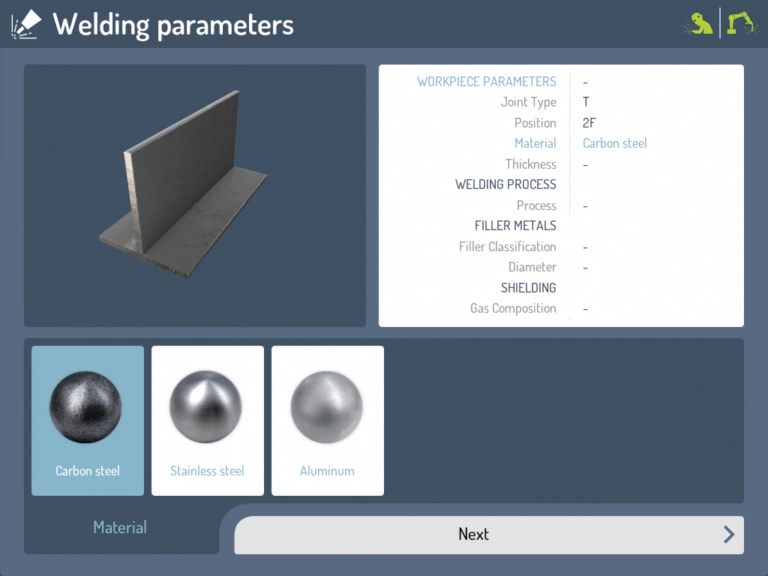
SymulatorSeabery zapewnia informacje zwrotne w czasie rzeczywistym na temat parametrów, takich jak długość łuku, kąt palnika, prędkość przesuwu, geometria spoiny itp., umożliwiając użytkownikom korygowanie technik przed zastosowaniem ich na prawdziwym materiale. Można go wdrożyć w warsztatach lub w rozproszonych środowiskach szkoleniowych, umożliwiając masowe szkolenia bez konieczności posiadania dużej ilości fizycznych elementów do spawania i gazów.
To rozwiązanie spawalnicze obsługuje również wiele materiałów, w tym aluminium, co pozwala użytkownikom ćwiczyć specyficzne dla aluminium zadania bez konieczności zużywania prawdziwych materiałów eksploatacyjnych.
W celu zwiększenia dokładności i realizmu symulacji spawania łukowego wykorzystuje się interfejsy wieloczujnikowe oraz kamery, co przyspiesza proces nauki. Silnik HyperRealSIM™ ma na celu odtworzenie rzeczywistego zachowania jeziorka spawalniczego, reakcji palnika oraz powstawania wad. Ten realizm pomaga uczestnikom szkolenia skuteczniej przenieść wirtualne umiejętności na rzeczywiste spawanie aluminium.
W środowiskach przemysłowych przygotowujących się do wdro żenia automatyzacji i robotyki symulacje oparte na rzeczywistości rozszerzonej stanowią element podnoszenia kwalifikacji pracowników oraz pomagają wypełnić lukę między umiejętnościami manualnymi a zautomatyzowanymi systemami spawalniczymi. Dzięki wdrożeniu cyfryzacji, Seaberypomaga przemysłowym ośrodkom szkoleniowym i firmom utrzymać przewagę w miarę upowszechniania się automatyzacji w systemach spawalniczych.
Skuteczną metodą stosowaną we współczesnym szkoleniu spawalniczym jest zatem połączenie tradycyjnych ćwiczeń praktycznych ze szkoleniem wspomaganym technologiami cyfrowymi, które pełni rolę narzędzia wzmacniającego i przygotowawczego.
Rozwiązanie Seaberyi jego zalety w spawaniu aluminium |
Zakres materiałowy |
Obniżenie kosztów |
Skalowalne, skuteczne i elastyczne szkolenia |
Skup się na realistycznych doświadczeniach |
Dostosowanie do trendów branżowych |
Opanowanie spawania aluminium w erze cyfrowej
Spawanie aluminium wiąże się z poważnymi wyzwaniami, takimi jak powłoki tlenkowe, zarządzanie temperaturą, porowatość, problemy ze stopieniem oraz odkształcenia – wszystkie one wymagają staranności, odpowiedniej techniki i cierpliwości. Jednak dzięki zastosowaniu sprawdzonej metodologii można sobie z tymi przeszkodami poradzić.
W dzisiejszym środowisku przemysłowym uzupełnianie szkoleń praktycznych o elementy rzeczywistości rozszerzonej staje się standardową praktyką. Jest to zgodne z zasadami automatyzacji i cyfryzacji, zapewniając kontrolowane warunki, pętle informacji zwrotnej oraz efektywne rozwijanie umiejętności.
Seaberypokazuje, w jaki sposób najnowocześniejszy symulator spawania wykorzystujący technologię AR może wspierać szkolenia z zakresu spawania aluminium, pomagać organizacjom w bardziej efektywnym skalowaniu programów szkoleniowych oraz przyczyniać się do budowania bardziej kompetentnej kadry gotowej do pracy w środowisku cyfrowym.
