
Trong bối cảnh công nghiệp đang hướng tới số hóa và tự động hóa, hàn vẫn là lĩnh vực nơi kỹ năng thực hành, khoa học vật liệu và công nghệ hội tụ. Trong số các loại kim loại khác nhau, nhôm đặt ra một loạt thách thức đặc thù đòi hỏi sự quan tâm đặc biệt. Trong bài viết này, chúng ta sẽ tìm hiểu những thách thức chính trong hàn nhôm trong môi trường công nghiệp cũng như những lời khuyên thiết thực để khắc phục chúng.
Hàn nhôm: những thách thức chính
Việc hàn nhôm đòi hỏi kỹ thuật cao hơn nhiều so với hàn thép hoặc các hợp kim sắt khác. Một số thách thức chính bao gồm:
Lớp oxit
Nhôm tạo thành một lớp oxit bền vững (Al₂O₃) gần như ngay lập tức khi tiếp xúc với không khí. Lớp oxit này có điểm nóng chảy cao hơn nhiều so với kim loại gốc, do đó, nếu không được loại bỏ hoặc phá vỡ, nó sẽ cản trở quá trình liên kết và dẫn đến hiện tượng hàn không đều, lỗ rỗng hoặc các khuyết tật do tạp chất.
Ngoài ra, nhôm rất nhạy cảm với các chất gây ô nhiễm (ví dụ: dầu, mỡ, độ ẩm, vecni). Ngay cả một lượng rất nhỏ các chất gây ô nhiễm cũng có thể gây ra các lỗ rỗng, vết bắn hoặc mối hàn yếu.
Độ dẫn nhiệt cao
Nhôm có độ dẫn nhiệt cao hơn thép rất nhiều, nghĩa là nhiệt sẽ nhanh chóng được tản ra khỏi vùng hàn. Đồng thời, điểm nóng chảy của nhôm lại tương đối thấp. Sự kết hợp này dẫn đến khoảng nhiệt độ hàn rất hẹp: nếu sử dụng quá nhiều nhiệt, bạn có nguy cơ làm cháy thủng hoặc biến dạng chi tiết; ngược lại, nếu nhiệt không đủ, quá trình hàn sẽ không hoàn toàn.

Sự mềm mại
Do nhôm có độ cứng và độ dẻo tương đối cao, nên nó dễ bị biến dạng khi tiếp xúc với nhiệt. Các vấn đề như cong vênh, biến dạng, ứng suất dư và co ngót là những vấn đề thường gặp, đặc biệt đối với các phần mỏng hoặc các chi tiết có kích thước lớn. Điều này đòi hỏi phải có các biện pháp cố định, kẹp chặt và quản lý nhiệt cẩn thận.
Hiện tượng khí bị kẹt
Hydro là nguyên nhân chính gây ra hiện tượng rỗ khí trong mối hàn nhôm. Do nhôm hấp thụ hydro dễ dàng hơn nhưng lại khó giải phóng nó ra ngoài, nên khí bị kẹt lại sẽ dẫn đến các khuyết tật rỗ khí. Độ ẩm trong khí bảo vệ hoặc trên bề mặt càng làm trầm trọng thêm vấn đề này.
Sự hợp nhất không hoàn toàn
Một vấn đề thường gặp là hiện tượng thấm ướt kém, chẳng hạn như kim loại hàn lỏng không lan tỏa đều; hoặc hiện tượng thiếu sự kết dính với kim loại nền hoặc các lớp hàn trước đó cũng là vấn đề thường gặp, đặc biệt khi tốc độ di chuyển cao hoặc thao tác điều khiển mỏ hàn không đúng cách. Trong các mối hàn nhiều lớp, việc đảm bảo sự kết dính tốt giữa các lớp là vô cùng quan trọng.
Các vấn đề liên quan đến quá trình đông đặc
Hợp kim nhôm có thể dễ bị nứt hơn (nứt do nhiệt, nứt do đông đặc), đặc biệt là khi có sự hiện diện của các nguyên tố hợp kim hoặc tạp chất. Việc lựa chọn hợp kim phù hợp, đảm bảo tính tương thích của vật liệu hàn và kiểm soát quy trình là vô cùng quan trọng.
Thiết bị
Một số quy trình hàn yêu cầu kiểm soát chặt chẽ hơn về dòng điện, dạng sóng và hỗn hợp khí. Độ ổn định của thiết bị là yếu tố quan trọng hơn, và dải thông số hẹp hơn.

Những thách thức trong hàn nhôm |
Sự ô nhiễm |
Độ dẫn nhiệt cao |
Khoảng cách điểm nóng chảy thấp |
Sự biến dạng |
Độ xốp |
Sự hợp nhất không hoàn toàn |
Nứt |
Khả năng tương thích quy trình |
Mẹo và các phương pháp hay nhất trong hàn nhôm
Trước những thách thức nêu trên, dưới đây là những lời khuyên đã được kiểm chứng và các hướng dẫn về phương pháp nhằm cải thiện kết quả:
Chuẩn bị bề mặt và làm sạch
- Loại bỏ lớp oxit bằng các phương pháp cơ học (chải bằng bàn chải thép không gỉ, mài, phay) ngay trước khi hàn.
- Tẩy dầu mỡ và làm sạch các bộ phận thật kỹ: sử dụng dung môi, sau đó sấy khô bằng khí ấm hoặc nung khô nếu có thể.
- Bảo quản các bộ phận trong môi trường khô ráo để tránh hấp thụ độ ẩm.
Làm nóng trước và điều chỉnh nhiệt độ
- Sử dụng chế độ làm nóng trước ở mức vừa phải (nếu được phép) để giảm độ chênh lệch nhiệt độ và làm chậm quá trình tỏa nhiệt, đặc biệt là ở các phần dày hơn.
- Cần kiểm soát cẩn thận nhiệt độ giữa các lần nung để tránh tình trạng quá nóng hoặc quá lạnh.
Quy trình hàn và lựa chọn thông số
- Phương pháp hàn GMAW xung thường được ưa chuộng khi hàn nhôm vì dạng sóng xung giúp kiểm soát lượng nhiệt đưa vào, cải thiện khả năng bám dính và giảm độ xốp.
- Đối với phương pháp hàn điện cực khí (GTAW), chế độ dòng điện xoay chiều (AC) giúp loại bỏ các oxit và tạo ra hồ quang ổn định.
- Sử dụng tốc độ di chuyển cao hơn, điều chỉnh góc mỏ hàn (thường là kỹ thuật đẩy) và giữ khoảng cách hồ quang ngắn để tập trung nhiệt và giảm biến dạng.
Khí bảo vệ và lưu lượng
- Sử dụng khí argon có độ tinh khiết cao hoặc hỗn hợp argon-heli (tùy thuộc vào độ dày) với lưu lượng thích hợp và phạm vi che chắn phù hợp để ngăn ngừa ô nhiễm từ không khí xung quanh.
- Đảm bảo hệ thống cấp khí luôn sạch sẽ, khô ráo, không bị rò rỉ và sử dụng các bộ khuếch tán khí và vòi phun phù hợp.
Vật liệu làm đầy và tính tương thích
- Chọn hợp kim hàn phù hợp với vật liệu nền (ví dụ: sử dụng 4043, 5356 hoặc các loại khác tùy thuộc vào hợp kim nhôm nền).
- Đảm bảo độ nhô ra của dây hàn đúng tiêu chuẩn, tốc độ cấp dây phù hợp và tránh thay đổi đột ngột hướng hàn hoặc tốc độ cấp dây.
Chiến lược nhiều lần quét và kỹ thuật lùi bước
- Khi thực hiện hàn nhiều lớp, hãy đảm bảo rằng mỗi lớp hàn phải kết dính chặt chẽ với lớp trước đó và các mặt bên.
- Hãy đảm bảo các đường hàn chồng lên nhau đúng cách và có thể áp dụng kỹ thuật “hàn lùi” (hàn các đoạn ngắn theo hướng ngược lại) để kiểm soát lượng nhiệt đưa vào và hiện tượng co ngót.
Giá đỡ và thiết bị cố định
- Sử dụng các thiết bị kẹp chắc chắn, giá đỡ và các chốt để hạn chế biến dạng.
- Nên cân nhắc việc cố định (gắn vào các khối nặng) đối với các chi tiết mỏng để hạn chế sự dịch chuyển.
- Hàn theo trình tự cân bằng để giảm độ cong vênh tổng thể (ví dụ: hàn đối xứng theo từng bước, hàn nhảy).
Các biện pháp xử lý sau hàn và phát triển kỹ năng
- Giảm ứng suất (nếu vật liệu cho phép) hoặc xử lý bằng hạt kim loại có thể làm giảm ứng suất dư.
- Kiểm tra độ xốp, vết nứt và các khuyết tật hàn bằng các kỹ thuật đánh giá không phá hủy (NDE) như phương pháp thấm thuốc nhuộm, siêu âm hoặc tia X.
- Hàn nhôm đòi hỏi sự kiểm soát mỏ hàn ổn định, sự kiên nhẫn và sự chú ý đến từng chi tiết. Việc đào tạo thực hành kết hợp với các phản hồi (ví dụ: quan sát quá trình hàn) giúp rút ngắn thời gian làm quen.
Vai trò của thực tế tăng cường trong giảng dạy hàn nhôm
Khi các ngành công nghiệp đang đẩy mạnh quá trình số hóa và tự động hóa,các phương pháp đào tạo hiện đại đang thay đổi cách thức thợ hàn phát triển kỹ năng của mình. Trong số đó, các trình mô phỏng hàn thực tế tăng cường (AR) nổi bật như một cầu nối giữa lý thuyết và kỹ năng thực hành.
Phần mềm mô phỏngSeabery cung cấp phản hồi thời gian thực về các thông số như chiều dài hồ quang, góc mỏ hàn, tốc độ di chuyển, hình dạng đường hàn, v.v., cho phép người dùng điều chỉnh kỹ thuật trước khi áp dụng trên vật liệu thực tế. Phần mềm này có thể được triển khai trong các phòng thí nghiệm xưởng hoặc môi trường đào tạo phân tán, cho phép đào tạo hàng loạt mà không cần sử dụng số lượng lớn các chi tiết hàn vật lý và khí hàn.
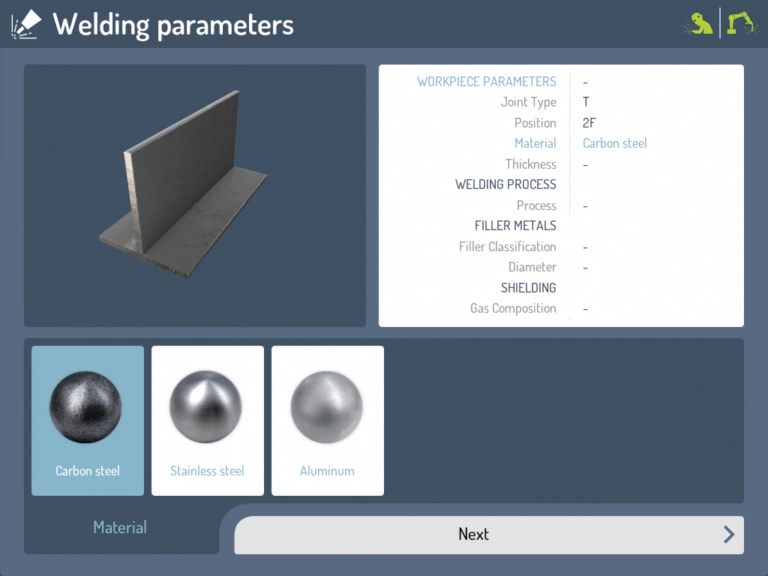
Giải pháp hàn này cũng hỗ trợ nhiều loại vật liệu, bao gồm nhôm, giúp người dùng có thể thực hành các bài tập chuyên biệt về nhôm mà không cần tốn vật tư tiêu hao thực tế.
Các giao diện đa cảm biến và camera đang được sử dụng để nâng cao độ chính xác và tính chân thực trong giảng dạy hàn hồ quang mô phỏng, từ đó rút ngắn thời gian làm quen với kỹ thuật. Công nghệ HyperRealSIMTM hướng đến việc mô phỏng chính xác hành vi của vũng hàn, phản hồi từ mỏ hàn và quá trình hình thành khuyết tật. Tính chân thực này giúp học viên áp dụng các kỹ năng ảo vào các công việc hàn nhôm thực tế một cách hiệu quả hơn.
Đối với các môi trường công nghiệp đang chuẩn bị cho quá trình tự động hóa và ứng dụng robot, mô phỏng dựa trên thực tế tăng cường (AR) là một phần trong quá trình nâng cao kỹ năng cho lực lượng lao động và giúp thu hẹp khoảng cách giữa kỹ năng thủ công và các hệ thống hàn tự động. Bằng cách áp dụng số hóa, Seaberygiúp các trung tâm đào tạo công nghiệp và các doanh nghiệp duy trì vị thế dẫn đầu khi tự động hóa ngày càng trở nên phổ biến trong các hệ thống hàn.
Do đó, một phương pháp hiệu quả trong đào tạo hàn hiện đại là kết hợp thực hành truyền thống với đào tạo tăng cường và đào tạo kỹ thuật số như một công cụ củng cố và chuẩn bị.
Giải pháp Seaberyvà giá trị của nó đối với hàn nhôm |
Phạm vi vật liệu |
Giảm chi phí |
Chương trình đào tạo có thể mở rộng, hiệu quả và linh hoạt |
Tập trung vào trải nghiệm thực tế |
Phù hợp với xu hướng của ngành |
Nắm vững kỹ thuật hàn nhôm trong thời đại số
Hàn nhôm đặt ra những thách thức nghiêm trọng, chẳng hạn như lớp màng oxit, kiểm soát nhiệt, lỗ rỗng, các vấn đề về sự hòa tan và biến dạng – tất cả đều đòi hỏi sự cẩn trọng, kỹ thuật và sự kiên nhẫn. Tuy nhiên, bằng cách áp dụng phương pháp vững chắc, những trở ngại này có thể được khắc phục.
Trong bối cảnh công nghiệp hiện nay, việc kết hợp đào tạo thực hành với công nghệ thực tế tăng cường đang trở thành một phương pháp được khuyến khích áp dụng. Phương pháp này phù hợp với các nguyên tắc về tự động hóa và số hóa, giúp tạo ra môi trường đào tạo có kiểm soát, cơ chế phản hồi liên tục và quá trình phát triển kỹ năng hiệu quả.
SeaberyGiải pháp của Seabery là minh chứng cho thấy một trình mô phỏng hàn AR tiên tiến có thể hỗ trợ đào tạo hàn nhôm như thế nào, giúp các tổ chức mở rộng chương trình đào tạo của mình một cách hiệu quả hơn, và góp phần xây dựng một lực lượng lao động có năng lực hơn, sẵn sàng cho kỷ nguyên số.
