
Teollisuuden digitalisoitumisen ja automatisoitumisen edetessä hitsaus on edelleen ala, jolla käytännön taidot, materiaalitiede ja tekniikka kohtaavat. Erilaisista metalleista juuri alumiini aiheuttaa erityisiä haasteita, jotka vaativat erityistä huomiota. Tässä artikkelissa tarkastelemme alumiinin hitsauksen suurimpia haasteita teollisuusympäristössä sekä annamme käytännön vinkkejä niiden ratkaisemiseksi.
Alumiinin hitsaus: keskeiset haasteet
Alumiinin hitsaaminen on huomattavasti vaativampaa kuin teräksen tai muiden rautaseosten hitsaaminen. Keskeisiä haasteita ovat muun muassa:
Oksidikerros
Alumiini muodostaa ilmaan joutuessaan lähes välittömästi lujan oksidikerroksen (Al₂O₃). Tämän oksidin sulamispiste on huomattavasti korkeampi kuin perusmetallin, joten jos sitä ei poisteta tai rikota, se haittaa tarttumista ja aiheuttaa huonoa sulautumista, huokoisuutta tai sulkeumavikoja.
Lisäksi alumiini on herkkä epäpuhtauksille (kuten öljylle, rasvalle, kosteudelle ja lakalle). Jo pienetkin epäpuhtausjäljet voivat aiheuttaa huokosia, roiskeita tai heikkoja hitsaussaumoja.
Korkea lämmönjohtavuus
Alumiinin lämmönjohtavuus on huomattavasti terästä parempi, mikä tarkoittaa, että lämpö haihtuu hitsauskohdasta nopeasti. Samalla sen sulamispiste on suhteellisen alhainen. Tämän yhdistelmän seurauksena lämpösyöttöalue on kapea: jos lämpöä käytetään liikaa, on vaarana läpipalaminen tai vääntyminen; liian vähän lämpöä puolestaan johtaa epätäydelliseen sulautumiseen.

Pehmeys
Koska alumiini on suhteellisen pehmeää ja taipuisaa, se vääntyy helposti lämmön vaikutuksesta. Vääntyminen, muodonmuutokset, jäännösjännitykset ja kutistuminen ovat yleisiä ongelmia, erityisesti ohuissa osissa tai suurissa kappaleissa. Tämä edellyttää huolellista kiinnitystä, puristamista ja lämmönhallintaa.
Kaasun jääminen
Vety on alumiinihitsien huokoisuuden pääsyyllinen. Koska alumiini imee vetyä helpommin ja vapauttaa sitä hitaammin, sulkeutunut kaasu aiheuttaa huokoisuusvirheitä. Suojakaasuissa tai pinnoilla oleva kosteus pahentaa ongelmaa.
Epätäydellinen fuusio
Yleinen ongelma on huono kostuminen, kuten se, että sulametalli ei leviä kunnolla, tai sulautumisen puute perusmetalliin tai aiempiin hitsauskerroksiin. Tämä on yleinen ongelma etenkin silloin, kun hitsausnopeus on suuri tai polttimen käsittely on virheellistä. Monikerroksisissa hitsauksissa on ratkaisevan tärkeää varmistaa hyvä sulautuminen kerrosten välillä.
Jähmettymiseen liittyvät ongelmat
Alumiiniseokset voivat olla alttiimpia halkeamien muodostumiselle (kuumahalkeamat, jähmettymishalkeamat), etenkin jos niissä on seosaineita tai epäpuhtauksia. Oikean seoksen valinta, lisäaineiden yhteensopivuus ja prosessin hallinta ovat ratkaisevan tärkeitä.
Laitteet
Jotkut hitsausprosessit vaativat tiukempaa virran, aaltomuodon ja kaasuseosten hallintaa. Laitteiden vakaus on kriittisempää, ja parametrien sallitut vaihteluvälit ovat kapeammat.

Alumiinin hitsaamisen haasteet |
Saastuminen |
Korkea lämmönjohtavuus |
Pieni sulamispisteen ero |
Vääristymä |
Huokoisuus |
Epätäydellinen fuusio |
Halkeilu |
Prosessien yhteensopivuus |
Vinkkejä ja hyviä käytäntöjä alumiinin hitsaamiseen
Edellä mainittujen haasteiden valossa tässä on toimiviksi todettuja vinkkejä ja menetelmäohjeita tulosten parantamiseksi:
Pinnan esikäsittely ja puhdistus
- Poista mahdolliset oksidikerrokset mekaanisesti (ruostumattomasta teräksestä valmistetulla teräsharjalla harjaamalla, hiomalla tai jyrsimällä) juuri ennen hitsausta.
- Poista rasva ja puhdista osat huolellisesti: käytä liuottimia ja kuivaa ne sen jälkeen lämpimällä ilmalla tai, jos mahdollista, uunissa.
- Säilytä osat kuivassa paikassa kosteuden imeytymisen estämiseksi.
Esilämmitys ja lämpötilan säätö
- Käytä kohtuullista esilämmitystä (jos mahdollista) lämpötilaerojen pienentämiseksi ja lämmön haihtumisen hidastamiseksi, erityisesti paksummissa osissa.
- Valvo kerrosten välisiä lämpötiloja huolellisesti, jotta vältetään ylikuumeneminen tai liiallinen jäähtyminen.
Hitsausprosessi ja parametrien valinta
- Pulssitekniikkaa käytetään usein alumiinin hitsauksessa, koska pulssiaalto auttaa hallitsemaan lämmönsyöttöä, parantaa metallin tarttuvuutta ja vähentää huokoisuutta.
- GTAW-hitsauksessa vaihtovirta (AC) auttaa poistamaan oksideja ja takaa vakaan valokaaren.
- Käytä suurempia liikkumisnopeuksia, oikeita polttimen kulmia (yleensä työntötekniikka) ja lyhyitä kaaren pituuksia lämmön keskittämiseksi ja muodonmuutosten vähentämiseksi.
Suojakaasu ja virtaus
- Käytä erittäin puhdasta argonia tai argon-helium-seoksia (paksuudesta riippuen) sopivilla virtausnopeuksilla ja riittävällä suojausalueella ilmakehän aiheuttaman kontaminaation estämiseksi.
- Varmista, että kaasun syöttöjärjestelmät ovat puhtaat, kuivat ja tiiviit, ja käytä asianmukaisia kaasunjakelulaitteita ja suuttimia.
Täyteaine ja yhteensopivuus
- Valitse täyteaine alumiiniseoksen mukaan (esimerkiksi 4043, 5356 tai muut alumiiniseoksen mukaan).
- Pidä langan ulkonema oikeana, varmista asianmukainen syöttö ja vältä hitsaussuunnan tai langansyötön äkillisiä muutoksia.
Monivaiheinen strategia ja takaisinkäyntitekniikka
- Kun hitsaat useita kerroksia, varmista, että jokainen kerros sulautuu edelliseen kerrokseen ja sivuseiniin.
- Aseta saumat oikein päällekkäin ja käytä tarvittaessa ”takaperin hitsausta” (hitsaamalla lyhyitä osuuksia vastakkaiseen suuntaan), jotta lämmön kertymistä ja kutistumista voidaan hallita.
Kiinnitys ja kiinnityslaitteet
- Käytä tukevia kiinnikkeitä, kiinnityslaitteita ja kiinnityskielekkeitä vääristymien estämiseksi.
- Harkitse ohuiden osien kiinnittämistä painaviin lohkoihin liikkumisen vähentämiseksi.
- Hitsaa tasapainoisessa järjestyksessä, jotta kokonaisvääntyminen vähenee (esimerkiksi: asteittainen symmetrinen hitsaus, vuorotellen hitsaaminen).
Hitsauksen jälkeiset käsittelyt ja osaamisen kehittäminen
- Jännitysten poistaminen (jos materiaali sen sallii) tai kuulapuhallus voi lieventää jäännösjännityksiä.
- Tarkista huokoisuus, halkeamat ja sulatusvirheet rikkomattomilla testausmenetelmillä (NDE), kuten väriainepenetraatiolla, ultraäänitutkimuksella tai röntgentutkimuksella.
- Alumiinin hitsaus vaatii tasaisen hitsauspolttimen hallintaa, kärsivällisyyttä ja tarkkaavaisuutta. Käytännön harjoittelu yhdistettynä palautekierrokseen (esimerkiksi hitsauskuvan visualisointi) auttaa lyhentämään oppimiskäyrää.
Lisätyn todellisuuden rooli alumiinin hitsauskoulutuksessa
Kun eri toimialat etenevät kohti digitalisaatiota ja automaatiota,nykyaikaiset koulutusmenetelmät muuttavat tapaa, jolla hitsaajat kehittävät taitojaan. Näistä erityisesti lisätyn todellisuuden (AR) hitsaussimulaattorit erottuvat edukseen toimimalla siltana teorian ja käytännön taitojen välillä.
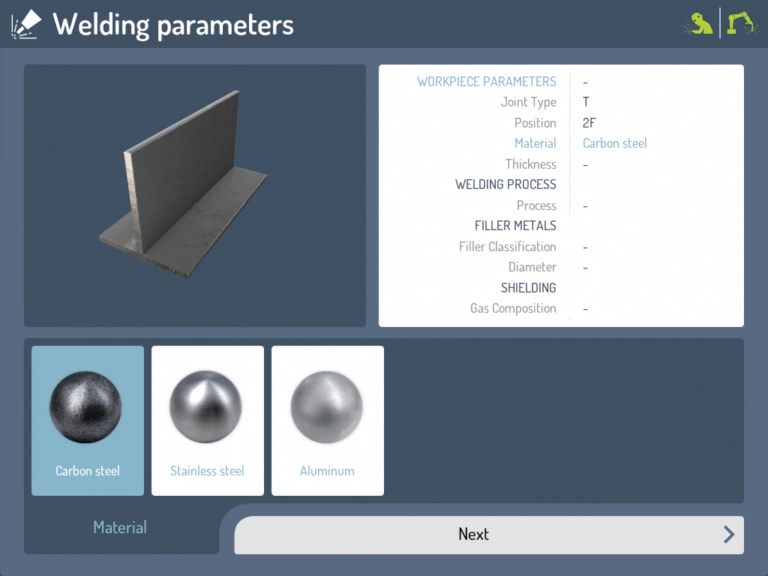
Seabery aussimulaattori tarjoaa reaaliaikaista palautetta parametreista, kuten valokaaren pituudesta, polttimen kulmasta, liikkumisnopeudesta, hitsaussauman geometriasta jne., jolloin käyttäjät voivat korjata tekniikoitaan ennen niiden soveltamista todelliseen materiaaliin. Sitä voidaan käyttää työpajojen laboratorioissa tai hajautetuissa koulutusympäristöissä, mikä mahdollistaa laajamittaisen opetuksen ilman, että tarvitaan suuria määriä fyysisiä hitsaustyökappaleita ja kaasuja.
Tämä hitsausratkaisu tukee myös useita materiaaleja, kuten alumiinia, minkä ansiosta käyttäjät voivat harjoitella alumiiniin liittyviä haasteita kuluttamatta aitoja kulutusmateriaaleja.
Monisensorisia käyttöliittymiä ja kameroita hyödynnetään simuloidun kaarihitsauskoulutuksen tarkkuuden ja todenmukaisuuden parantamiseksi, mikä nopeuttaa oppimista. HyperRealSIM™ -moottori pyrkii jäljittelemään hitsausaltaan todellista käyttäytymistä, hitsauspolttimen palautetta ja virheiden syntymistä. Tämän realistisuuden ansiosta kurssilaiset pystyvät siirtämään virtuaaliset taidot tehokkaammin todellisiin alumiinihitsaustehtäviin.
Teollisuudessa, jossa valmistaudutaan automaatioon ja robotiikkaan, AR-pohjainen simulointi on osa henkilöstön osaamisen kehittämistä ja auttaa kaventamaan manuaalisten taitojen ja automatisoitujen hitsausjärjestelmien välistä kuilua. Ottamalla digitalisaation käyttöön, Seaberyratkaisu auttaa teollisuuden koulutuskeskuksia ja yrityksiä pysymään edelläkävijöinä, kun automaatio yleistyy hitsausjärjestelmissä.
Näin ollen nykyaikaisessa hitsauskoulutuksessa tehokas menetelmä on yhdistää perinteinen käytännön harjoittelu laajennettuun, digitaaliseen koulutukseen, jota käytetään vahvistavana ja valmistelevana välineenä.
Seabery-ratkaisu ja sen merkitys alumiinihitsauksessa |
Aineiston kattavuus |
Kustannusten alentaminen |
Skaalautuva, tehokas ja joustava koulutus |
Keskity realistiseen kokemukseen |
Alan kehityssuuntausten mukainen toiminta |
Alumiinihitsauksen hallitseminen digitaalisella aikakaudella
Alumiinin hitsaus asettaa vakavia haasteita: esimerkiksi oksidikalvot, lämmönhallinta, huokoisuus, sulamisongelmat ja muodonmuutokset vaativat huolellisuutta, ammattitaitoa ja kärsivällisyyttä. Näitä esteitä voidaan kuitenkin hallita noudattamalla vakiintuneita menetelmiä.
Nykypäivän teollisuusympäristössä manuaalisen koulutuksen täydentäminen lisätyn todellisuuden avulla on vakiintumassa parhaaksi käytännöksi. Se on linjassa automaation ja digitalisaation periaatteiden kanssa ja tarjoaa hallittuja ympäristöjä, palautesilmukoita sekä tehokasta osaamisen kehittämistä.
Seabery:n ratkaisu on esimerkki siitä, kuinka huipputekninen AR-hitsaussimulaattori voi tukea alumiinihitsauskoulutusta, auttaa organisaatioita laajentamaan koulutusohjelmiaan tehokkaammin ja edistää osaavamman, digitaalisuuteen valmiin työvoiman kehittämistä.
