
Industrial spray painting is a critical finishing process used across sectors such as automotive, aerospace, rail, marine, metal fabrication, furniture manufacturing, and heavy equipment production. Beyond aesthetics, spray painting protects surfaces from corrosion, wear, chemicals, weather exposure, and mechanical stress. A well-executed coating process can extend product life, improve performance, and ensure compliance with demanding quality standards.
However, industrial spray painting is also a complex manual and technical discipline. It requires the right coating system, controlled environmental conditions, correct equipment setup, skilled operator technique, and rigorous inspection. The process involves health, safety, environmental, and productivity challenges, especially when training new painters or standardizing results across teams.
Learning the basics correctly from the beginning is critical. A good foundation helps future welders develop safer habits, improve weld quality, reduce errors, and adapt more easily to new technologies.
What Is Industrial Spray Painting?
Industrial spray painting is the controlled application of liquid coatings onto a surface using atomized paint. The coating is broken into fine particles and projected through a spray gun toward the workpiece, where it forms a uniform protective or decorative film.
Unlike simple brush or roller application, industrial spray painting is designed for speed, repeatability, and finish quality. It is commonly used when surfaces are large, complex, curved, or require a smooth and consistent finish.
According to OSHA, spray-finishing operations can involve organic or inorganic materials applied in dispersed form to coat, treat, or clean surfaces, and these operations may involve flammable or combustible liquids, spray booths, spray areas, and electrostatic coating systems.
Main Industrial Spray Painting Processes
Industrial spray painting can vary depending on the coating material, surface, production environment, and quality requirements. The most common processes include conventional air spraying, HVLP, airless spraying, air-assisted airless spraying, and electrostatic spraying.
Conventional air spray painting uses compressed air to atomize paint. It provides a high-quality finish and good control, making it suitable for detailed work, but it may generate more overspray than other methods.

HVLP spray painting, or high-volume low-pressure spraying, uses a high air volume at lower pressure. This improves transfer efficiency and reduces overspray, making it popular in refinishing and controlled coating environments.
Airless spray painting atomizes paint through high pressure rather than compressed air. It is widely used for large surfaces, protective coatings, and industrial structures because it delivers high productivity and handles thicker coatings well.
Air-assisted airless spraying combines the productivity of airless spraying with the finish quality of air spraying. It is often used when manufacturers need both speed and a refined appearance.
Electrostatic spray painting electrically charges paint particles so they are attracted to the grounded workpiece. This can improve coverage and reduce material waste, especially for metal parts with complex shapes.
|
Spray painting process |
Main advantage |
Typical use case |
Key challenge |
|
Conventional air spray |
Excellent finish control |
Detailed parts and high-quality finishes |
Higher overspray |
|
HVLP |
Better transfer efficiency |
Automotive refinishing and controlled booths |
Slower application speed |
|
Airless |
High productivity |
Large surfaces and protective coatings |
Requires strong technique control |
|
Air-assisted airless |
Balance of speed and finish |
Industrial components and furniture |
Equipment setup complexity |
|
Electrostatic |
Reduced waste and wraparound effect |
Metal parts and complex geometries |
Requires conductive or prepared surfaces |
Key Steps in the Industrial Spray Painting Workflow
A professional industrial spray painting process usually begins long before paint reaches the surface. The first step is surface preparation, which may include cleaning, degreasing, sanding, blasting, masking, or applying conversion treatments. Poor preparation can lead to adhesion problems, corrosion, peeling, or premature coating failure.
The second step is coating selection and mixing. Industrial painters must select primers, base coats, topcoats, varnishes, or specialty coatings according to the substrate and performance requirements. Mixing ratios, viscosity, pot life, and temperature must be controlled carefully.

Next comes equipment setup. Spray gun pressure, nozzle size, fluid flow, fan pattern, distance, and angle all influence coating quality. Even small errors can lead to defects such as orange peel, sagging, dry spray, excessive film thickness, or poor coverage.
During application, the painter must maintain consistent movement, overlap, speed, distance, and gun angle. These manual skills are difficult to master because they depend on muscle memory, visual feedback, and repeated practice.
Finally, the process includes drying or curing and inspection. Inspectors may evaluate dry film thickness, gloss, adhesion, coverage, defects, and visual appearance. In industries such as automotive, aviation, and rail, these checks are essential for both quality and safety.
Safety and Environmental Considerations
Industrial spray painting involves chemical, fire, respiratory, and environmental risks. Paints, solvents, mists, vapors, and overspray may affect worker health and air quality if the process is not properly controlled.
OSHA states that spraying areas must have mechanical ventilation adequate to remove flammable vapors, mists, or powders and to control combustible residues. Ventilation must continue during spraying and for enough time afterward to exhaust vapors from drying materials.
Respiratory protection is also essential, especially when coatings contain hazardous substances. The UK Health and Safety Executive warns that isocyanate paints, often used in two-pack polyurethane systems, are linked to serious health risks, including occupational asthma, and require strong control measures.
Environmental control is another major concern. Surface coating operations can generate volatile organic compounds, hazardous air pollutants, particulate matter, and waste. Small Business Environmental Assistance Programs note that painting and coating processes are commonly regulated because of emissions and waste streams associated with these activities.
Common Defects in Industrial Spray Painting
Quality problems in spray painting are often linked to technique, equipment setup, environmental conditions, or surface preparation. Some of the most common defects include:
- Orange peel, a textured surface that resembles citrus skin, usually caused by incorrect viscosity, spray distance, atomization, or drying conditions.
- Sagging or runs, where too much coating accumulates and flows downward due to slow movement, excessive fluid output, or spraying too close.
- Dry spray, which happens when paint partially dries before reaching the surface, often due to excessive distance, poor booth conditions, or incorrect solvent choice.
- Poor coverage, caused by insufficient overlap, low film build, incorrect speed, or poor visual control.
- Excessive film thickness, which can lead to cracking, curing problems, or wasted material.
Because these defects often come from manual technique, effective training is one of the most important ways to improve industrial spray painting performance.
Why Training Is a Major Challenge
Traditional spray painting training can be expensive, time-consuming, and risky. Learners need real booths, coatings, consumables, parts, PPE, supervision, and environmental controls. Every practice session consumes paint and generates overspray, waste, and potential exposure.
At the same time, spray painting is a highly practical skill. Learners cannot master it only through theory. They need to repeat real movements, receive immediate feedback, and understand how distance, angle, speed, path, and overlap affect final quality.
This is where digitalization and augmented reality are beginning to transform industrial painting training.

Travel speed affects bead shape and penetration. Moving too fast can produce a narrow weld with poor fusion, while moving too slowly may create excessive heat input and distortion. Torch or electrode angle also matters because it influences how the heat and filler material are directed into the joint.
Beginners should also learn the importance of consistent body positioning. Welding is a physical skill, and stability affects accuracy. Good posture, steady hands, and clear visibility of the weld pool are essential for repeatable results.
AR in Industrial Painting and Seabery Spray Painting Simulator
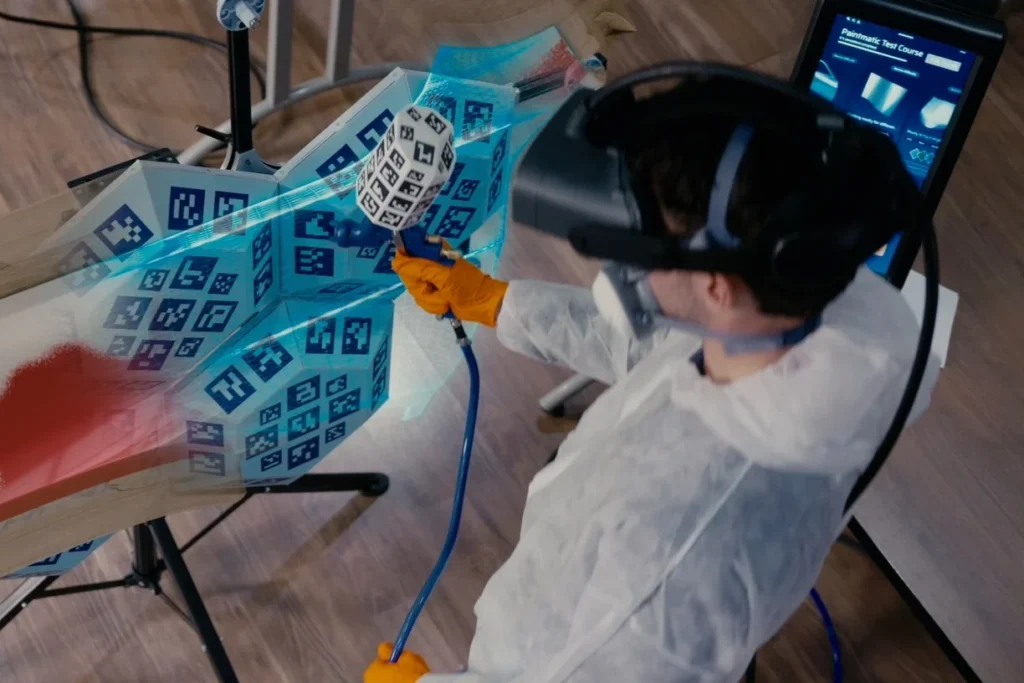
Augmented reality is especially valuable for industrial spray painting because it allows learners to train manual movements in a real physical space while receiving digital guidance and analysis. Instead of replacing reality with a fully virtual environment, AR enhances the real-world training experience.
Seabery Spray Painting Simulator is designed as a turnkey augmented reality training solution for future expert painters. Traditional spray painting can be inefficient, risky, costly, and polluting, while AR-based training can improve learning time, reduce costs, increase engagement, increase painting time, and reduce accidents and environmental impact.
The simulator combines a main ATHP platform, stereovision headset, realistic spray gun, ModulAR training coupons, and workstand. It also includes realistic elements such as authentic PPE, real spray guns with real weight and controls, parts based on common industrial applications, high-realism graphics based on PBR and ray tracing, calibrated simulation, painting quality and defect analysis, and sound based on real testing.
For instructors, the solution supports a broader augmented methodology: simulator practice, LMS connectivity, access to courses, flexible training, and easier management of students at different levels, paces, and locations. This makes it particularly relevant for vocational schools, industrial training centers, and companies that need to improve painter skills while reducing material consumption, risks, and lab dependency.
Joint types are also important. The most common include butt joints, lap joints, T-joints, corner joints, and edge joints. Each joint requires a specific preparation and welding technique.
Welding positions add another layer of difficulty. Flat and horizontal positions are usually easier for beginners, while vertical and overhead welding require more advanced control. Structured welding training often progresses gradually from basic positions to more complex ones.
Smarter Painting Skills for Modern Industry
Industrial spray painting remains essential for quality, durability, and product performance, but it also demands precision, safety, and sustainability. As industries look for more efficient ways to train workers, reduce waste, and standardize results, augmented reality offers a practical bridge between real manual skill development and digital performance analysis.
Seabery’s AR spray painting simulator brings that bridge into the training environment, helping future painters practice more, learn faster, and prepare for real industrial applications with greater confidence.
Fit-up also matters. If parts are misaligned or the gap is inconsistent, the welder will have more difficulty maintaining a uniform bead. Tack welds, clamps, and correct measurement help keep the workpiece stable during welding.