
Teollinen ruiskumaalaus on keskeinen viimeistelyprosessi, jota käytetään monilla aloilla, kuten auto-, ilmailu- ja avaruusteollisuudessa, rautatiealalla, merenkulussa, metalliteollisuudessa, huonekaluteollisuudessa sekä raskaan kaluston tuotannossa. Esteettisten ominaisuuksien lisäksi ruiskumaalaus suojaa pintoja korroosiolta, kulumiselta, kemikaaleilta, sääolosuhteilta ja mekaaniselta rasitukselta. Hyvin toteutettu pinnoitusprosessi voi pidentää tuotteen käyttöikää, parantaa sen suorituskykyä ja varmistaa vaativien laatustandardien noudattamisen.
Teollinen ruiskumaalaus on kuitenkin myös monimutkainen manuaalinen ja tekninen ala. Se edellyttää oikeaa pinnoitusjärjestelmää, hallittuja ympäristöolosuhteita, laitteiden oikeaa asennusta, ammattitaitoista käyttötekniikkaa sekä tarkkaa tarkastusta. Prosessiin liittyy terveys-, turvallisuus-, ympäristö- ja tuottavuushaasteita, erityisesti uusien maalaajien kouluttamisen tai tulosten yhdenmukaistamisen yhteydessä eri tiimien välillä.
Perusasioiden oikea oppiminen alusta alkaen on ratkaisevan tärkeää. Vankka perusta auttaa tulevia hitsaajia omaksumaan turvallisempia työtapoja, parantamaan hitsauslaatua, vähentämään virheitä ja sopeutumaan helpommin uusiin tekniikoihin.
Mitä on teollinen ruiskumaalaus?
Teollinen ruiskumaalaus on nestemäisten pinnoitteiden hallittua levittämistä pinnalle sumutetun maalin avulla. Pinnoite hajotetaan hienoiksi hiukkasiksi ja ruiskutetaan ruiskutuspistoolin avulla työkappaleeseen, jossa se muodostaa tasaisen suoja- tai koristekalvon.
Toisin kuin tavallinen sivellin- tai telamaalaus, teollinen ruiskumaalaus on suunniteltu nopeutta, toistettavuutta ja viimeistelyn laatua silmällä pitäen. Sitä käytetään yleisesti silloin, kun pinnat ovat suuria, monimutkaisia tai kaarevia tai kun niille tarvitaan sileä ja tasainen viimeistely.
OSHA:n mukaan ruiskumaalausprosesseissa voidaan käyttää orgaanisia tai epäorgaanisia aineita, joita levitetään sumutettuna pintojen päällystämiseen, käsittelyyn tai puhdistamiseen, ja näihin prosesseihin voi liittyä syttyviä tai palavia nesteitä, ruiskumaalauskopeja, ruiskumaalausalueita sekä sähköstaattisia pinnoitusjärjestelmiä.
Tärkeimmät teolliset ruiskumaalausprosessit
Teollinen ruiskumaalaus voi vaihdella pinnoitemateriaalin, pinnan, tuotantoympäristön ja laatuvaatimusten mukaan. Yleisimpiä menetelmiä ovat perinteinen ilmaruiskutus, HVLP-ruiskutus, ilmaton ruiskutus, ilmatukea käyttävä ilmaton ruiskutus sekä sähköstaattinen ruiskutus.
Perinteisessä ilmasumutusmaalauksessa maali sumutetaan paineilman avulla. Menetelmä tuottaa korkealaatuisen pinnan ja tarjoaa hyvän hallittavuuden, minkä ansiosta se sopii tarkkaan työhön, mutta se voi aiheuttaa enemmän ylisumutusta kuin muut menetelmät.

HVLP-ruiskumaalauksessa, eli suurivolyymisessä matalapaineisessa ruiskumaalauksessa, käytetään suurta ilmamäärää matalammalla paineella. Tämä parantaa siirtotehokkuutta ja vähentää ylimääräistä ruiskutusta, minkä vuoksi menetelmä on suosittu korjausmaalauksessa ja tarkasti hallituissa pinnoitusympäristöissä.
Airless-ruiskumaalauksessa maali sumutetaan korkean paineen avulla paineilman sijaan. Menetelmää käytetään laajalti suurten pintojen, suojapinnoitteiden ja teollisuusrakenteiden maalauksessa, koska se tarjoaa korkean tuottavuuden ja soveltuu hyvin paksumpien pinnoitteiden levittämiseen.
Ilmalla avustettu airless-ruiskutus yhdistää airless-ruiskutuksen tuottavuuden ja ilmaruiskutuksen pintalaadun. Sitä käytetään usein silloin, kun valmistajat tarvitsevat sekä nopeutta että hienostunutta ulkonäköä.
Sähköstaattisessa ruiskumaalauksessa maalihiukkaset ladataan sähköisesti, jolloin ne kiinnittyvät maadoitettuun työkappaleeseen. Tämä voi parantaa peittokykyä ja vähentää materiaalihukkaa, erityisesti monimutkaisen muotoisten metalliosien kohdalla.
|
Ruiskumaalausprosessi |
Tärkein etu |
Tyypillinen käyttötapaus |
Keskeinen haaste |
|
Perinteinen ilmasumutus |
Erinomainen viimeistelyn hallinta |
Yksityiskohtaiset osat ja korkealaatuiset viimeistelyt |
Suurempi ylisuihkutus |
|
HVLP |
Parempi siirtotehokkuus |
Autoteollisuuden korjausmaalaus ja ilmastoidut maalauskabiinit |
Hitaampi levitysnopeus |
|
Ilmaton |
Korkea tuottavuus |
Suuret pinnat ja suojapinnoitteet |
Vaatii vahvaa tekniikan hallintaa |
|
Ilmalla avustettu airless-ruiskutus |
Nopeuden ja viimeistelyn tasapaino |
Teollisuuskomponentit ja kalusteet |
Laitteiden asennuksen monimutkaisuus |
|
Sähköstaattinen |
Jätteiden määrän vähentäminen ja kokonaisvaltainen vaikutus |
Metalliosat ja monimutkaiset geometriat |
Vaatii johtavia tai esikäsiteltyjä pintoja |
Teollisen ruiskumaalauksen työnkulun keskeiset vaiheet
Ammattimainen teollinen ruiskumaalausprosessi alkaa yleensä jo kauan ennen kuin maali päätyy pinnalle. Ensimmäinen vaihe on pinnan esikäsittely, johon voi kuulua puhdistus, rasvanpoisto, hionta, hiekkapuhallus, peittäminen tai konversiokäsittelyjen tekeminen. Huono esikäsittely voi johtaa tarttuvuusongelmiin, korroosioon, maalin irtoamiseen tai pinnoitteen ennenaikaiseen vaurioitumiseen.
Toinen vaihe on pinnoitteiden valinta ja sekoittaminen. Teollisuusmaalareiden on valittava pohjamaalit, perusmaalit, pintamaalit, lakat tai erikoispinnoitteet alustan ja suorituskykyvaatimusten mukaisesti. Sekoitussuhteita, viskositeettia, käyttöaikaa ja lämpötilaa on valvottava huolellisesti.

Seuraavaksi on laitteiden säätö. Ruiskutuspistoolin paine, suuttimen koko, nesteen virtaus, suihkukuvio, etäisyys ja kulma vaikuttavat kaikki pinnoitteen laatuun. Pienetkin virheet voivat johtaa virheisiin, kuten appelsiininkuoriin, valumiseen, kuivaan ruiskutukseen, liian paksuun kalvoon tai huonoon peittokykyyn.
Maalauksen aikana maalarin on pidettävä liikkeet, päällekkäisyydet, nopeus, etäisyys ja ruiskun kulma tasaisina. Näitä käden taitoja on vaikea hallita, koska ne riippuvat lihasmuistista, visuaalisesta palautteesta ja toistuvasta harjoittelusta.
Lopuksi prosessiin kuuluu kuivaus tai kovettuminen sekä tarkastus. Tarkastajat voivat arvioida kuivakalvon paksuutta, kiiltoa, tarttuvuutta, peittokykyä, vikoja ja ulkonäköä. Esimerkiksi auto-, ilmailu- ja rautatiealalla nämä tarkastukset ovat olennaisen tärkeitä sekä laadun että turvallisuuden kannalta.
Turvallisuus- ja ympäristöasiat
Teollisessa ruiskumaalauksessa liittyy kemikaaleihin, tulipaloihin, hengityselimiin ja ympäristöön liittyviä riskejä. Maalit, liuottimet, sumut, höyryt ja ylimääräinen ruiskutus voivat vaikuttaa työntekijöiden terveyteen ja ilmanlaatuun, jos prosessia ei hallita asianmukaisesti.
OSHA:n mukaan ruiskutuspaikoissa on oltava riittävä koneellinen ilmanvaihto, joka poistaa syttyvät höyryt, sumut tai jauheet ja hillitsee palavia jäännöksiä. Ilmanvaihdon on jatkuttava ruiskutuksen aikana ja sen jälkeen riittävän pitkään, jotta kuivuvista materiaaleista vapautuvat höyryt poistuvat tiloista.
Hengityssuojaus on myös välttämätöntä, etenkin kun pinnoitteet sisältävät vaarallisia aineita. Yhdistyneen kuningaskunnan työterveys- ja työturvallisuusvirasto (Health and Safety Executive) varoittaa, että isosyanaattimaalit, joita käytetään usein kaksikomponenttisissa polyuretaanijärjestelmissä, aiheuttavat vakavia terveysriskejä, kuten työperäistä astmaa, ja edellyttävät tiukkoja hallintatoimenpiteitä.
Ympäristönsuojelu on toinen tärkeä huolenaihe. Pintakäsittelytoiminnassa voi syntyä haihtuvia orgaanisia yhdisteitä, vaarallisia ilman epäpuhtauksia, hiukkasia ja jätteitä. Pienyritysten ympäristötukiohjelmissa todetaan, että maalaus- ja pinnoitusprosesseja säännellään yleisesti näihin toimintoihin liittyvien päästöjen ja jätevirtojen vuoksi.
Teollisessa ruiskumaalauksessa yleisesti esiintyvät viat
Ruiskumaalauksessa esiintyvät laatuongelmat liittyvät usein tekniikkaan, laitteiden asetuksiin, ympäristöolosuhteisiin tai pinnan esikäsittelyyn. Yleisimpiä virheitä ovat muun muassa:
- Oranssinkuori, teksturoitu pinta, joka muistuttaa sitrushedelmän kuorta, johtuu yleensä virheellisestä viskositeetista, ruiskutusetäisyydestä, sumutuksesta tai kuivausolosuhteista.
- Vetäytyminen tai valuminen, jossa liikaa pinnoitetta kertyy ja valuu alaspäin liian hitaan liikkeen, liiallisen nesteen ulosvirtauksen tai liian läheltä tapahtuvan ruiskutuksen vuoksi.
- Kuivasuihkutus, joka syntyy, kun maali kuivuu osittain ennen kuin se osuu pintaan; tämä johtuu usein liian suuresta etäisyydestä, huonosta maalauskammion kunnosta tai väärän liuottimen valinnasta.
- Huono peitto, joka johtuu riittämättömästä päällekkäisyydestä, ohuesta maalikerroksesta, väärästä levitysnopeudesta tai puutteellisesta silmämääräisestä tarkkailusta.
- Liian paksu kalvokerros, joka voi aiheuttaa halkeilua, kovettumisongelmia tai materiaalin hukkaa.
Koska nämä virheet johtuvat usein manuaalisesta tekniikasta, tehokas koulutus on yksi tärkeimmistä keinoista teollisen ruiskumaalauksen tulosten parantamiseksi.
Miksi koulutus on suuri haaste
Perinteinen ruiskumaalauskoulutus voi olla kallista, aikaa vievää ja riskialtista. Koulutettavat tarvitsevat oikeita maalauskoppia, pinnoitteita, kulutustarvikkeita, osia, henkilönsuojaimia, valvontaa ja ympäristöolosuhteiden hallintaa. Jokainen harjoituskerta kuluttaa maalia ja aiheuttaa ylimääräistä ruiskumaalia, jätettä sekä mahdollisia altistumisia.
Samalla ruiskumaalaus on erittäin käytännönläheinen taito. Oppijat eivät voi hallita sitä pelkästään teorian avulla. Heidän on toistettava todellisia liikkeitä, saatava välitöntä palautetta ja ymmärrettävä, miten etäisyys, kulma, nopeus, liikerata ja päällekkäisyys vaikuttavat lopputuloksen laatuun.
Juuri tässä vaiheessa digitalisaatio ja lisätty todellisuus ovat alkaneet muuttaa teollisen maalausalan koulutusta.

Liikkumisnopeus vaikuttaa hitsin muotoon ja tunkeutumiseen. Liian nopea liikkuminen voi tuottaa kapean hitsin, jossa sulautuminen on heikkoa, kun taas liian hidas liikkuminen voi aiheuttaa liiallista lämmönsyöttöä ja muodonmuutoksia. Polttimen tai elektrodin kulmalla on myös merkitystä, koska se vaikuttaa siihen, miten lämpö ja lisäaine ohjautuvat liitokseen.
Aloittelijoiden tulisi myös oppia, kuinka tärkeää on pitää vartalo johdonmukaisessa asennossa. Hitsaus on fyysistä taitoa, ja vakaus vaikuttaa tarkkuuteen. Oikea ryhti, vakaat kädet ja selkeä näkyvyys hitsausaltaaseen ovat välttämättömiä toistettavien tulosten saavuttamiseksi.
AR teollisessa maalauksessa ja Seabery-ruiskumaalaussimulaattori
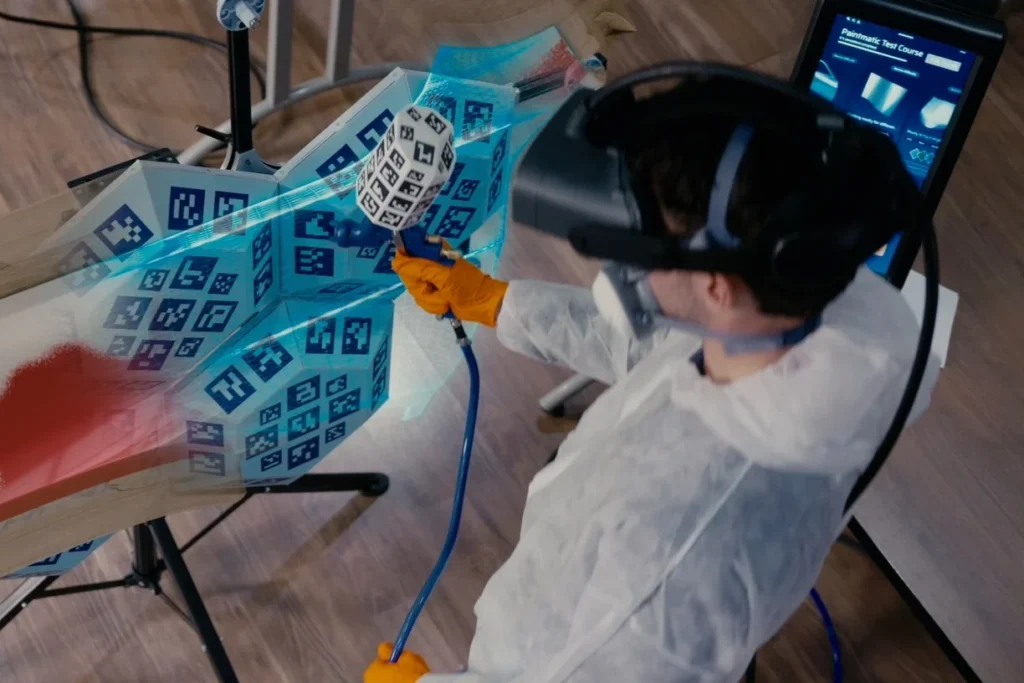
Lisätty todellisuus on erityisen arvokasta teollisessa ruiskumaalauksessa, koska sen avulla oppijat voivat harjoitella käsiliikkeitä todellisessa fyysisessä tilassa samalla kun he saavat digitaalista ohjausta ja analyysia. Sen sijaan, että todellisuus korvattaisiin täysin virtuaalisella ympäristöllä, lisätty todellisuus parantaa todellisessa ympäristössä tapahtuvaa harjoittelukokemusta.
Seabery-ruiskumaalaussimulaattori on suunniteltu avaimet käteen -periaatteella toimivaksi lisätyn todellisuuden koulutusratkaisuksi tuleville ammattimaalareille. Perinteinen ruiskumaalaus voi olla tehotonta, riskialtista, kallista ja ympäristöä kuormittavaa, kun taas AR-pohjainen koulutus voi lyhentää oppimisaikaa, alentaa kustannuksia, lisätä sitoutumista, pidentää maalausaikaa sekä vähentää onnettomuuksia ja ympäristövaikutuksia.
Simulaattori koostuu ATHP-pääalustasta, stereonäköisistä virtuaalilasista, realistisesta ruiskutuspistoolista, ModulAR-koulutusmalleista ja työtelineestä. Siihen kuuluu myös realistisia elementtejä, kuten aitoja henkilönsuojaimia, todellisia ruiskutuspistooleja, joiden paino ja hallintalaitteet vastaavat todellisia, teollisuuden yleisiin sovelluksiin perustuvia osia, PBR- ja säteenseurantatekniikkaan perustuvaa erittäin realistista grafiikkaa, kalibroitua simulointia, maalauslaadun ja virheiden analysointia sekä todellisiin testeihin perustuvaa äänimaailmaa.
Kouluttajille ratkaisu tukee laajempaa augmented methodology: simulaattoriharjoittelua, oppimisenhallintajärjestelmän (LMS) integrointia, kurssien saatavuutta, joustavaa koulutusta sekä eri tasoilla, eri tahtiin ja eri paikoissa opiskelevien opiskelijoiden helpompaa hallintaa. Tämän ansiosta ratkaisu sopii erityisen hyvin ammattikouluille, teollisuuden koulutuskeskuksille ja yrityksille, joiden on parannettava maalarien taitoja ja samalla vähennettävä materiaalikulutusta, riskejä ja laboratoriosta riippuvuutta.
Myös liitostyypit ovat tärkeitä. Yleisimpiä ovat päittäisliitokset, limiliitokset, T-liitokset, kulmaliitokset ja reunaliitokset. Jokainen liitos vaatii erityistä esikäsittelyä ja hitsaustekniikkaa.
Hitsausasennot tuovat mukanaan lisävaikeuksia. Tasaiset ja vaakasuorat asennot ovat yleensä helpompia aloittelijoille, kun taas pystysuora ja yläpuolinen hitsaus vaativat edistyneempää hallintaa. Järjestelmällinen hitsauskoulutus etenee usein asteittain perusasennuksista monimutkaisempiin asentoihin.
Älykkäämpiä maalaustekniikoita nykyaikaiseen teollisuuteen
Teollinen ruiskumaalaus on edelleen olennaisen tärkeää laadun, kestävyyden ja tuotteiden suorituskyvyn kannalta, mutta se vaatii myös tarkkuutta, turvallisuutta ja kestävyyttä. Kun teollisuudenalat etsivät entistä tehokkaampia tapoja kouluttaa työntekijöitä, vähentää jätettä ja yhdenmukaistaa tuloksia, lisätty todellisuus tarjoaa käytännöllisen sillan todellisen manuaalisen osaamisen kehittämisen ja digitaalisen suorituskyvyn analysoinnin välille.
Seabery:n AR-ruiskumaalaussimulaattori tuo tuon sillan koulutusympäristöön, mikä auttaa tulevia maalaajia harjoittelemaan enemmän, oppimaan nopeammin ja valmistautumaan todellisiin teollisiin sovelluksiin entistä varmemmin.
Myös asennuksen tarkkuus on tärkeää. Jos osat eivät ole suorassa tai välys on epätasainen, hitsaajan on vaikeampi saada aikaan tasainen hitsaussauma. Kiinnityshitsit, kiinnittimet ja oikeat mitat auttavat pitämään työkappaleen vakaana hitsauksen aikana.