
La peinture au pistolet industrielle est un procédé de finition essentiel utilisé dans divers secteurs tels que l'automobile, l'aérospatiale, le ferroviaire, la marine, la métallurgie, la fabrication de meubles et la production d'équipements lourds. Au-delà de l'aspect esthétique, la peinture au pistolet protège les surfaces contre la corrosion, l'usure, les produits chimiques, les intempéries et les contraintes mécaniques. Un procédé de revêtement bien exécuté peut prolonger la durée de vie du produit, améliorer ses performances et garantir le respect de normes de qualité rigoureuses.
Cependant, la peinture au pistolet industrielle est également une discipline manuelle et technique complexe. Elle nécessite un système de revêtement adapté, des conditions environnementales contrôlées, un réglage correct des équipements, une technique d'exécution maîtrisée par les opérateurs et des contrôles rigoureux. Ce processus pose des défis en matière de santé, de sécurité, d'environnement et de productivité, notamment lors de la formation de nouveaux peintres ou de l'harmonisation des résultats entre les équipes.
Il est essentiel d'acquérir correctement les bases dès le début. De solides bases permettent aux futurs soudeurs de développer des habitudes plus sûres, d'améliorer la qualité de leurs soudures, de réduire les erreurs et de s'adapter plus facilement aux nouvelles technologies.
Qu'est-ce que la peinture au pistolet industrielle ?
La peinture au pistolet industrielle consiste à appliquer de manière contrôlée des revêtements liquides sur une surface à l'aide de peinture atomisée. Le revêtement est fragmenté en fines particules puis projeté à l'aide d'un pistolet vers la pièce à traiter, où il forme un film protecteur ou décoratif uniforme.
Contrairement à la simple application au pinceau ou au rouleau, la peinture industrielle au pistolet est conçue pour offrir rapidité, répétabilité et qualité de finition. Elle est couramment utilisée lorsque les surfaces sont vastes, complexes, courbes ou nécessitent une finition lisse et homogène.
Selon l'OSHA, les opérations de finition par pulvérisation peuvent impliquer l'utilisation de substances organiques ou inorganiques appliquées sous forme dispersée pour recouvrir, traiter ou nettoyer des surfaces ; ces opérations peuvent également faire intervenir des liquides inflammables ou combustibles, des cabines de pulvérisation, des zones de pulvérisation et des systèmes de revêtement électrostatique.
Principaux procédés industriels de peinture par pulvérisation
La peinture au pistolet dans le secteur industriel peut varier en fonction du matériau de revêtement, de la surface, de l'environnement de production et des exigences de qualité. Les procédés les plus courants comprennent la pulvérisation à air classique, la pulvérisation HVLP, la pulvérisation sans air, la pulvérisation sans air assistée par air et la pulvérisation électrostatique.
La peinture au pistolet à air comprimé classique utilise de l'air comprimé pour pulvériser la peinture. Elle offre une finition de haute qualité et un bon contrôle, ce qui la rend adaptée aux travaux minutieux, mais elle peut générer davantage de brouillard de peinture que d'autres méthodes.

La peinture au pistolet HVLP (High-Volume Low-Pressure), ou pulvérisation à haut débit et basse pression, utilise un volume d'air élevé à une pression plus faible. Cela améliore le rendement de transfert et réduit la surpulvérisation, ce qui en fait une technique très prisée dans les travaux de retouche et les environnements de revêtement contrôlés.
La peinture par pulvérisation sans air atomise la peinture grâce à une pression élevée plutôt qu’à de l’air comprimé. Elle est largement utilisée pour les grandes surfaces, les revêtements protecteurs et les structures industrielles, car elle offre une productivité élevée et permet d’appliquer facilement des couches plus épaisses.
La projection airless assistée par air allie la productivité de la projection airless à la qualité de finition de la projection à air. Elle est souvent utilisée lorsque les fabricants ont besoin à la fois de rapidité et d'un rendu esthétique soigné.
La peinture par pulvérisation électrostatique charge électriquement les particules de peinture afin qu'elles soient attirées vers la pièce mise à la terre. Cela permet d'améliorer la couverture et de réduire le gaspillage de matière, en particulier pour les pièces métalliques aux formes complexes.
|
Procédé de peinture au pistolet |
Principal avantage |
Cas d'utilisation type |
Défi majeur |
|
Pulvérisation à air classique |
Excellent contrôle de la finition |
Des pièces soignées et des finitions de grande qualité |
Surpulvérisation plus importante |
|
HVLP |
Meilleure efficacité de transfert |
Repeinture automobile et cabines de peinture à flux contrôlé |
Vitesse d'application plus lente |
|
Airless |
Haute productivité |
Grandes surfaces et revêtements de protection |
Nécessite une excellente maîtrise technique |
|
Airless à assistance pneumatique |
Équilibre entre vitesse et finition |
Composants industriels et mobilier |
Complexité de la mise en place du matériel |
|
Électrostatique |
Réduction des déchets et effet d'enveloppement |
Pièces métalliques et géométries complexes |
Nécessite des surfaces conductrices ou préparées |
Étapes clés du processus de peinture au pistolet dans le secteur industriel
Un processus professionnel de peinture industrielle au pistolet commence généralement bien avant que la peinture n'atteigne la surface. La première étape consiste à préparer la surface, ce qui peut inclure le nettoyage, le dégraissage, le ponçage, le sablage, le masquage ou l'application de traitements de conversion. Une mauvaise préparation peut entraîner des problèmes d'adhérence, de la corrosion, un écaillage ou une défaillance prématurée du revêtement.
La deuxième étape consiste à choisir les revêtements et à les mélanger. Les peintres industriels doivent sélectionner des apprêts, des couches de base, des couches de finition, des vernis ou des revêtements spécialisés en fonction du support et des exigences de performance. Les proportions de mélange, la viscosité, la durée de vie en pot et la température doivent être contrôlées avec soin.

Vient ensuite la mise au point de l'équipement. La pression du pistolet, la taille de la buse, le débit, la forme du jet, la distance et l'angle ont tous une incidence sur la qualité de l'application. Même de petites erreurs peuvent entraîner des défauts tels que l'effet « peau d'orange », des coulures, une pulvérisation à sec, une épaisseur de film excessive ou une mauvaise couverture.
Lors de l'application, le peintre doit veiller à maintenir une régularité dans ses mouvements, ses chevauchements, sa vitesse, sa distance et l'angle de son pistolet. Ces compétences manuelles sont difficiles à maîtriser, car elles reposent sur la mémoire musculaire, le retour visuel et une pratique répétée.
Enfin, le processus comprend le séchage ou le durcissement, ainsi que le contrôle. Les contrôleurs peuvent évaluer l'épaisseur du film sec, la brillance, l'adhérence, le pouvoir couvrant, les défauts et l'aspect visuel. Dans des secteurs tels que l'automobile, l'aéronautique et le ferroviaire, ces contrôles sont essentiels tant pour la qualité que pour la sécurité.
Considérations relatives à la sécurité et à l'environnement
La peinture au pistolet dans le secteur industriel comporte des risques chimiques, d'incendie, respiratoires et environnementaux. Les peintures, les solvants, les brouillards, les vapeurs et les projections de peinture peuvent nuire à la santé des travailleurs et à la qualité de l'air si le processus n'est pas correctement maîtrisé.
L'OSHA précise que les zones de pulvérisation doivent être équipées d'une ventilation mécanique suffisante pour évacuer les vapeurs, brouillards ou poudres inflammables et pour maîtriser les résidus combustibles. La ventilation doit être maintenue pendant la pulvérisation et pendant une durée suffisante après celle-ci afin d'évacuer les vapeurs dégagées par les matériaux en cours de séchage.
La protection respiratoire est également indispensable, en particulier lorsque les revêtements contiennent des substances dangereuses. L'agence britannique chargée de la santé et de la sécurité au travail (Health and Safety Executive) met en garde contre les peintures à base d'isocyanates, souvent utilisées dans les systèmes polyuréthanes à deux composants, qui sont associées à de graves risques pour la santé, notamment l'asthme professionnel, et nécessitent des mesures de contrôle rigoureuses.
La maîtrise de l'environnement constitue un autre enjeu majeur. Les opérations de revêtement de surface peuvent générer des composés organiques volatils, des polluants atmosphériques dangereux, des particules en suspension et des déchets. Les programmes d'aide environnementale aux petites entreprises soulignent que les procédés de peinture et de revêtement font généralement l'objet d'une réglementation en raison des émissions et des flux de déchets associés à ces activités.
Défauts courants dans la peinture au pistolet industrielle
Les problèmes de qualité liés à la peinture au pistolet sont souvent dus à la technique utilisée, au réglage du matériel, aux conditions environnementales ou à la préparation de la surface. Parmi les défauts les plus courants, on peut citer :
- Effet « peau d'orange » : surface texturée qui ressemble à la peau d'un agrume, généralement due à une viscosité, une distance de pulvérisation, une atomisation ou des conditions de séchage inadaptées.
- Formation de coulures ou de filures, lorsque le produit s'accumule en excès et s'écoule vers le bas en raison d'un mouvement trop lent, d'un débit trop important ou d'une pulvérisation trop proche.
- La projection à sec, qui se produit lorsque la peinture sèche partiellement avant d'atteindre la surface, souvent en raison d'une distance excessive, de mauvaises conditions dans la cabine ou d'un choix inapproprié de solvant.
- Mauvaise couverture, due à un chevauchement insuffisant, à une épaisseur de film insuffisante, à une vitesse incorrecte ou à un contrôle visuel insuffisant.
- Une épaisseur de film excessive, susceptible d'entraîner des fissures, des problèmes de durcissement ou un gaspillage de matériau.
Ces défauts étant souvent dus à la technique manuelle, une formation efficace constitue l'un des moyens les plus importants d'améliorer les performances en matière de peinture au pistolet dans le secteur industriel.
Pourquoi la formation constitue un défi majeur
Les formations traditionnelles à la peinture au pistolet peuvent s'avérer coûteuses, chronophages et risquées. Les apprenants ont besoin de cabines de peinture, de revêtements, de consommables, de pièces, d'EPI, d'un encadrement et de contrôles environnementaux. Chaque séance d'entraînement consomme de la peinture et génère des projections, des déchets et un risque d'exposition.
Par ailleurs, la peinture au pistolet est une compétence très pratique. Les apprenants ne peuvent pas la maîtriser uniquement par la théorie. Ils doivent reproduire les gestes réels, recevoir un retour immédiat et comprendre comment la distance, l'angle, la vitesse, la trajectoire et le chevauchement influencent la qualité finale.
C'est là que la numérisation et la réalité augmentée commencent à transformer la formation à la peinture industrielle.

La vitesse d'avance influe sur la forme du cordon de soudure et sur la pénétration. Une vitesse trop élevée peut donner lieu à un cordon étroit présentant une mauvaise fusion, tandis qu'une vitesse trop faible peut entraîner un apport de chaleur excessif et des déformations. L'angle de la torche ou de l'électrode joue également un rôle important, car il détermine la manière dont la chaleur et le métal d'apport sont dirigés vers le joint.
Les débutants doivent également prendre conscience de l'importance d'adopter une position corporelle constante. Le soudage est un métier qui fait appel à la force physique, et la stabilité influe sur la précision. Une bonne posture, des mains fermes et une bonne visibilité sur le bain de fusion sont indispensables pour obtenir des résultats reproductibles.
La réalité augmentée dans la peinture industrielle et le simulateur de peinture au pistolet Seabery
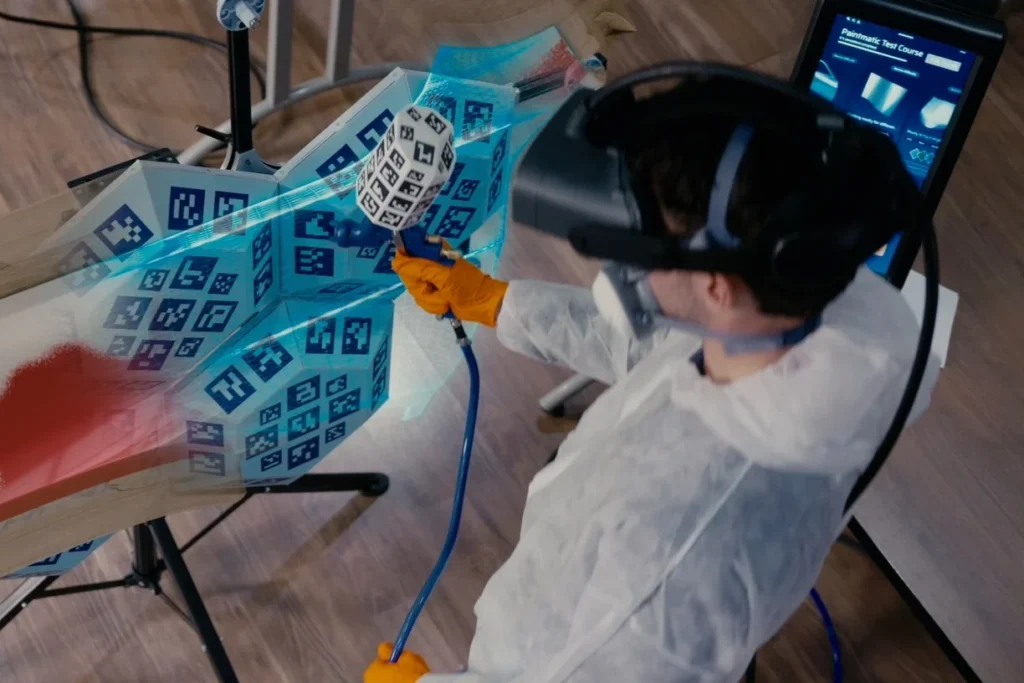
La réalité augmentée est particulièrement utile dans le domaine de la peinture au pistolet industrielle, car elle permet aux apprenants de s'entraîner à effectuer des mouvements manuels dans un espace physique réel tout en bénéficiant de conseils et d'analyses numériques. Plutôt que de remplacer la réalité par un environnement entièrement virtuel, la RA enrichit l'expérience de formation dans le monde réel.
Simulateur de peinture au pistolet Seabery est conçu comme une solution de formation clé en main en réalité augmentée destinée aux futurs peintres professionnels. La peinture au pistolet traditionnelle peut s’avérer inefficace, risquée, coûteuse et polluante, tandis que la formation basée sur la réalité augmentée permet de réduire le temps d’apprentissage, de diminuer les coûts, de renforcer l’implication des participants, d’augmenter le temps consacré à la peinture et de réduire les accidents ainsi que l’impact environnemental.
Le simulateur associe une plateforme ATHP principale, un casque de vision stéréoscopique, un pistolet de peinture réaliste, des échantillons de formation ModulAR et un poste de travail. Il intègre également des éléments réalistes tels que des EPI authentiques, de véritables pistolets de peinture dotés d'un poids et de commandes réels, des pièces inspirées d'applications industrielles courantes, des graphismes très réalistes basés sur le PBR et le ray tracing, une simulation calibrée, une analyse de la qualité de la peinture et des défauts, ainsi que des effets sonores issus d'essais réels.
Pour les formateurs, cette solution s'inscrit dans une augmented methodology: exercices sur simulateur, connexion à une plateforme de gestion de l'apprentissage (LMS), accès aux formations, flexibilité des programmes et gestion simplifiée des apprenants, quels que soient leur niveau, leur rythme d'apprentissage et leur lieu de formation. Elle s'avère donc particulièrement adaptée aux écoles professionnelles, aux centres de formation industrielle et aux entreprises qui souhaitent améliorer les compétences de leurs peintres tout en réduisant la consommation de matériaux, les risques et la dépendance vis-à-vis des laboratoires.
Les types d'assemblages sont également importants. Parmi les plus courants, on trouve les assemblages bout à bout, les assemblages à recouvrement, les assemblages en T, les assemblages d'angle et les assemblages de bord. Chaque type d'assemblage nécessite une préparation et une technique de soudage spécifiques.
Les positions de soudage constituent une difficulté supplémentaire. Les positions à plat et horizontales sont généralement plus faciles pour les débutants, tandis que le soudage vertical et en hauteur exige une maîtrise plus avancée. Une formation structurée au soudage passe souvent progressivement des positions de base à des positions plus complexes.
Des techniques de peinture plus innovantes pour l'industrie moderne
La peinture au pistolet dans le secteur industriel reste essentielle pour garantir la qualité, la durabilité et les performances des produits, mais elle exige également précision, sécurité et développement durable. Alors que les industries recherchent des moyens plus efficaces pour former leurs employés, réduire les déchets et uniformiser les résultats, la réalité augmentée offre un lien concret entre le développement des compétences manuelles réelles et l'analyse numérique des performances.
Le simulateur de peinture au pistolet en réalité augmentée de Seabery intègre ce pont dans l'environnement de formation, permettant ainsi aux futurs peintres de s'entraîner davantage, d'apprendre plus vite et de se préparer aux applications industrielles réelles avec davantage d'assurance.
Le positionnement est également important. Si les pièces sont mal alignées ou si l'écart n'est pas régulier, le soudeur aura plus de mal à obtenir un cordon de soudure uniforme. Les soudures par points, les serre-joints et des mesures précises permettent de maintenir la pièce stable pendant le soudage.