
يُعد الطلاء بالرش الصناعي عملية تشطيب بالغة الأهمية تُستخدم في قطاعات عديدة، مثل صناعة السيارات، والفضاء، والسكك الحديدية، والصناعات البحرية، وتصنيع المعادن، وتصنيع الأثاث، وإنتاج المعدات الثقيلة. وبالإضافة إلى الجانب الجمالي، فإن الطلاء بالرش يحمي الأسطح من التآكل، والتلف، والمواد الكيميائية، والتعرض للعوامل الجوية، والضغوط الميكانيكية. ويمكن لعملية الطلاء التي تُنفذ بشكل جيد أن تطيل عمر المنتج، وتحسّن أداءه، وتضمن الامتثال لمعايير الجودة الصارمة.
ومع ذلك، فإن الطلاء بالرش الصناعي يُعدّ أيضًا مجالًا يدويًّا وتقنيًّا معقدًا. فهو يتطلب نظام طلاء مناسبًا، وظروفًا بيئية خاضعة للرقابة، وإعدادًا صحيحًا للمعدات، وتقنيات تشغيل ماهرة من جانب المشغلين، وفحصًا دقيقًا. وتنطوي هذه العملية على تحديات تتعلق بالصحة والسلامة والبيئة والإنتاجية، لا سيما عند تدريب عمال الطلاء الجدد أو توحيد النتائج بين الفرق المختلفة.
يُعد تعلم الأساسيات بشكل صحيح منذ البداية أمرًا بالغ الأهمية. فالأساس المتين يساعد عمال اللحام المستقبليين على اكتساب عادات أكثر أمانًا، وتحسين جودة اللحام، والحد من الأخطاء، والتكيف بسهولة أكبر مع التقنيات الجديدة.
ما هو الطلاء بالرش الصناعي؟
الطلاء بالرش الصناعي هو عملية تطبيق الطلاء السائل على سطح ما بطريقة منظمة باستخدام طلاء مُرذاذ. حيث يتم تفتيت الطلاء إلى جزيئات دقيقة ويتم رشه عبر مسدس الرش باتجاه قطعة العمل، حيث يشكل طبقة واقية أو زخرفية متجانسة.
على عكس طرق الطلاء البسيطة بالفرشاة أو الأسطوانة، فإن الطلاء بالرش الصناعي مصمم لتحقيق السرعة والتكرار وجودة التشطيب. ويُستخدم عادةً عندما تكون الأسطح كبيرة أو معقدة أو منحنية، أو عندما تتطلب تشطيبًا ناعمًا ومتسقًا.
وفقًا لإدارة السلامة والصحة المهنية (OSHA)، يمكن أن تتضمن عمليات الطلاء بالرش مواد عضوية أو غير عضوية تُطبق في شكل متناثر لطلاء الأسطح أو معالجتها أو تنظيفها، وقد تنطوي هذه العمليات على سوائل قابلة للاشتعال أو قابلة للاحتراق، وكبائن الرش، ومناطق الرش، وأنظمة الطلاء الكهروستاتيكية.
العمليات الصناعية الرئيسية للطلاء بالرش
يمكن أن تختلف طرق الطلاء بالرش الصناعي باختلاف مادة الطلاء، والسطح، وبيئة الإنتاج، ومتطلبات الجودة. وتشمل العمليات الأكثر شيوعًا الرش الهوائي التقليدي، ونظام HVLP، والرش بدون هواء، والرش بدون هواء بمساعدة الهواء، والرش الكهروستاتيكي.
تستخدم طريقة الطلاء بالرش الهوائي التقليدية الهواء المضغوط لتحويل الطلاء إلى رذاذ. وهي توفر تشطيبًا عالي الجودة وتحكمًا جيدًا، مما يجعلها مناسبة للأعمال التي تتطلب دقة في التفاصيل، لكنها قد تنتج رذاذًا زائدًا أكثر من الطرق الأخرى.

يستخدم الطلاء بالرش بتقنية HVLP، أو الرش بكمية هواء كبيرة وضغط منخفض، كمية كبيرة من الهواء عند ضغط منخفض. ويؤدي ذلك إلى تحسين كفاءة نقل الطلاء وتقليل الرش الزائد، مما يجعله خيارًا شائعًا في عمليات إعادة الطلاء وبيئات الطلاء الخاضعة للرقابة.
تعمل تقنية الرش بدون هواء على رش الطلاء على شكل رذاذ باستخدام الضغط العالي بدلاً من الهواء المضغوط. وتستخدم هذه التقنية على نطاق واسع للأسطح الكبيرة والطلاءات الواقية والهياكل الصناعية، لأنها توفر إنتاجية عالية وتتميز بقدرتها على التعامل بشكل جيد مع الطلاءات السميكة.
يجمع الرش غير الهوائي المدعوم بالهواء بين إنتاجية الرش غير الهوائي وجودة التشطيب التي يتميز بها الرش الهوائي. وغالبًا ما يُستخدم هذا الأسلوب عندما يحتاج المصنعون إلى السرعة والمظهر الأنيق في آن واحد.
تعمل تقنية الطلاء بالرش الكهروستاتيكي على شحن جزيئات الطلاء كهربائيًا بحيث تنجذب إلى قطعة العمل الموصولة بالأرض. ويمكن أن يؤدي ذلك إلى تحسين التغطية وتقليل هدر المواد، خاصةً بالنسبة للأجزاء المعدنية ذات الأشكال المعقدة.
|
عملية الطلاء بالرش |
الميزة الرئيسية |
حالة استخدام نموذجية |
التحدي الرئيسي |
|
الرش الهوائي التقليدي |
تحكم ممتاز في مستوى التشطيب |
أجزاء دقيقة وتشطيبات عالية الجودة |
زيادة الرذاذ الزائد |
|
HVLP |
كفاءة نقل أفضل |
إعادة طلاء السيارات وكبائن الطلاء المُحكَّمة |
سرعة تطبيق أبطأ |
|
بدون هواء |
إنتاجية عالية |
الأسطح الكبيرة والطلاءات الواقية |
يتطلب إتقانًا فنيًّا عاليًا |
|
بمساعدة الهواء، بدون هواء |
التوازن بين السرعة والدقة |
المكونات الصناعية والأثاث |
مدى تعقيد إعداد المعدات |
|
كهروستاتيكي |
تقليل النفايات وتأثير الالتفاف |
الأجزاء المعدنية والتصاميم الهندسية المعقدة |
يتطلب أسطحًا موصلة أو مُعدة مسبقًا |
الخطوات الرئيسية في سير عمل الطلاء بالرش الصناعي
عادةً ما تبدأ عملية الطلاء بالرش الصناعي الاحترافية قبل وقت طويل من وصول الطلاء إلى السطح. وتتمثل الخطوة الأولى في تحضير السطح، والذي قد يشمل التنظيف، وإزالة الشحوم، والصنفرة، والسفع الرملي، والتغطية، أو تطبيق معالجات التحويل. وقد يؤدي سوء التحضير إلى مشاكل في الالتصاق، أو التآكل، أو التقشر، أو فشل الطلاء قبل الأوان.
الخطوة الثانية هي اختيار الطلاء وخلطه. يجب على عمال الطلاء الصناعيين اختيار الطلاء التمهيدي، والطلاء الأساسي، والطلاء النهائي، والورنيش، أو الطلاءات المتخصصة وفقًا للسطح المراد طلاؤه ومتطلبات الأداء. ويجب التحكم بعناية في نسب الخلط، واللزوجة، ومدة الصلاحية، ودرجة الحرارة.

ويأتي بعد ذلك إعداد المعدات. فكل من ضغط مسدس الرش، وحجم الفوهة، وتدفق السائل، ونمط الرش، والمسافة، والزاوية، كلها عوامل تؤثر على جودة الطلاء. وحتى الأخطاء البسيطة يمكن أن تؤدي إلى عيوب مثل مظهر قشر البرتقال، أو الترهل، أو الرش الجاف، أو سماكة الطبقة الزائدة، أو التغطية الضعيفة.
أثناء الطلاء، يجب على الطلاء الحفاظ على اتساق الحركة والتداخل والسرعة والمسافة وزاوية البخاخة. ويصعب إتقان هذه المهارات اليدوية لأنها تعتمد على الذاكرة العضلية والتغذية الراجعة البصرية والممارسة المتكررة.
وأخيرًا، تتضمن العملية التجفيف أو المعالجة والفحص. وقد يقوم المفتشون بتقييم سماكة الطبقة الجافة، واللمعان، وقوة الالتصاق، والتغطية، والعيوب، والمظهر الخارجي. وفي صناعات مثل صناعة السيارات والطيران والسكك الحديدية، تُعد هذه الفحوصات أساسية لكل من الجودة والسلامة.
الاعتبارات المتعلقة بالسلامة والبيئة
ينطوي الطلاء بالرش الصناعي على مخاطر كيميائية ومخاطر متعلقة بالحريق ومخاطر على الجهاز التنفسي ومخاطر بيئية. وقد تؤثر الدهانات والمذيبات والرذاذ والأبخرة والرذاذ الزائد على صحة العمال وجودة الهواء إذا لم يتم التحكم في العملية بشكل سليم.
تنص إدارة السلامة والصحة المهنية (OSHA) على أن مناطق الرش يجب أن تكون مزودة بتهوية ميكانيكية كافية لإزالة الأبخرة أو الرذاذ أو المساحيق القابلة للاشتعال، وللتحكم في المخلفات القابلة للاشتعال. ويجب أن تستمر التهوية أثناء عملية الرش ولفترة كافية بعدها لإخراج الأبخرة المنبعثة من المواد أثناء تجفيفها.
كما أن حماية الجهاز التنفسي أمر ضروري، لا سيما عندما تحتوي الطلاءات على مواد خطرة. وتحذر هيئة الصحة والسلامة في المملكة المتحدة من أن الدهانات التي تحتوي على الإيزوسيانات، والتي تُستخدم غالبًا في أنظمة البولي يوريثان ثنائية المكونات، ترتبط بمخاطر صحية خطيرة، بما في ذلك الربو المهني، وتتطلب تدابير رقابة صارمة.
يُعد التحكم في البيئة أحد الشواغل الرئيسية الأخرى. فقد تؤدي عمليات طلاء الأسطح إلى توليد مركبات عضوية متطايرة، وملوثات هوائية خطرة، وجسيمات، ونفايات. وتشير «برامج المساعدة البيئية للشركات الصغيرة» إلى أن عمليات الطلاء والتغطية تخضع عادةً للتنظيم بسبب الانبعاثات وتدفقات النفايات المرتبطة بهذه الأنشطة.
العيوب الشائعة في الطلاء بالرش الصناعي
غالبًا ما ترتبط مشاكل الجودة في الطلاء بالرش بالتقنية المستخدمة، أو إعداد المعدات، أو الظروف البيئية، أو تحضير السطح. ومن بين العيوب الأكثر شيوعًا ما يلي:
- قشرة البرتقال: سطح ذو ملمس خشن يشبه قشرة الحمضيات، وينتج عادةً عن عدم دقة اللزوجة أو مسافة الرش أو عملية التذرية أو ظروف التجفيف.
- التدلي أو التسرب، حيث يتراكم طلاء زائد ويتدفق إلى الأسفل بسبب بطء الحركة، أو الإفراط في إخراج السائل، أو الرش من مسافة قريبة جدًّا.
- الرش الجاف، وهو ما يحدث عندما يجف الطلاء جزئيًا قبل وصوله إلى السطح، وغالبًا ما يرجع ذلك إلى المسافة المفرطة، أو سوء ظروف غرفة الطلاء، أو اختيار المذيب غير المناسب.
- تغطية غير كافية، ناتجة عن تداخل غير كافٍ، أو سماكة طبقة الطلاء المنخفضة، أو سرعة غير صحيحة، أو ضعف المراقبة البصرية.
- السماكة الزائدة للطبقة، والتي قد تؤدي إلى حدوث تشققات أو مشاكل في المعالجة أو هدر المواد.
ونظرًا لأن هذه العيوب غالبًا ما تنجم عن الأسلوب اليدوي، فإن التدريب الفعال يُعد أحد أهم السبل لتحسين أداء الطلاء بالرش في المجال الصناعي.
لماذا يمثل التدريب تحديًا كبيرًا
قد يكون التدريب التقليدي على الطلاء بالرش مكلفًا ويستغرق وقتًا طويلاً وينطوي على مخاطر. فالمتدربون يحتاجون إلى كبائن حقيقية، وطلاءات، ومواد استهلاكية، وقطع غيار، ومعدات الحماية الشخصية، والإشراف، وضوابط بيئية. وتستهلك كل جلسة تدريبية كمية من الطلاء وتنتج رذاذًا زائدًا ونفايات وتعرضًا محتملاً للمخاطر.
وفي الوقت نفسه، يُعد الطلاء بالرش مهارة عملية للغاية. ولا يمكن للمتعلمين إتقانها من خلال النظرية وحدها. فهم بحاجة إلى تكرار الحركات الفعلية، وتلقي التقييم الفوري، وفهم كيفية تأثير المسافة والزاوية والسرعة والمسار والتداخل على الجودة النهائية.
وهنا تبدأ الرقمنة والواقع المعزز في إحداث تحول في مجال التدريب على الطلاء الصناعي.

تؤثر سرعة الحركة على شكل حافة اللحام ومدى اختراقها. فقد يؤدي التحرك بسرعة كبيرة جدًّا إلى تكوين لحام ضيق مع انصهار ضعيف، في حين أن التحرك ببطء شديد قد يؤدي إلى مدّ حراري مفرط وتشوه. كما أن زاوية الشعلة أو القطب الكهربائي مهمة أيضًا لأنها تؤثر على كيفية توجيه الحرارة ومواد التعبئة إلى الوصلة.
كما ينبغي للمبتدئين أن يدركوا أهمية الحفاظ على وضعية ثابتة للجسم. فاللحام مهارة بدنية، وتؤثر الثبات على الدقة. وتعد الوضعية الصحيحة، وثبات اليدين، والرؤية الواضحة لحوض اللحام عوامل أساسية لتحقيق نتائج متكررة.
الواقع المعزز في مجال الطلاء الصناعي ومحاكي الطلاء بالرش «سيبيري»
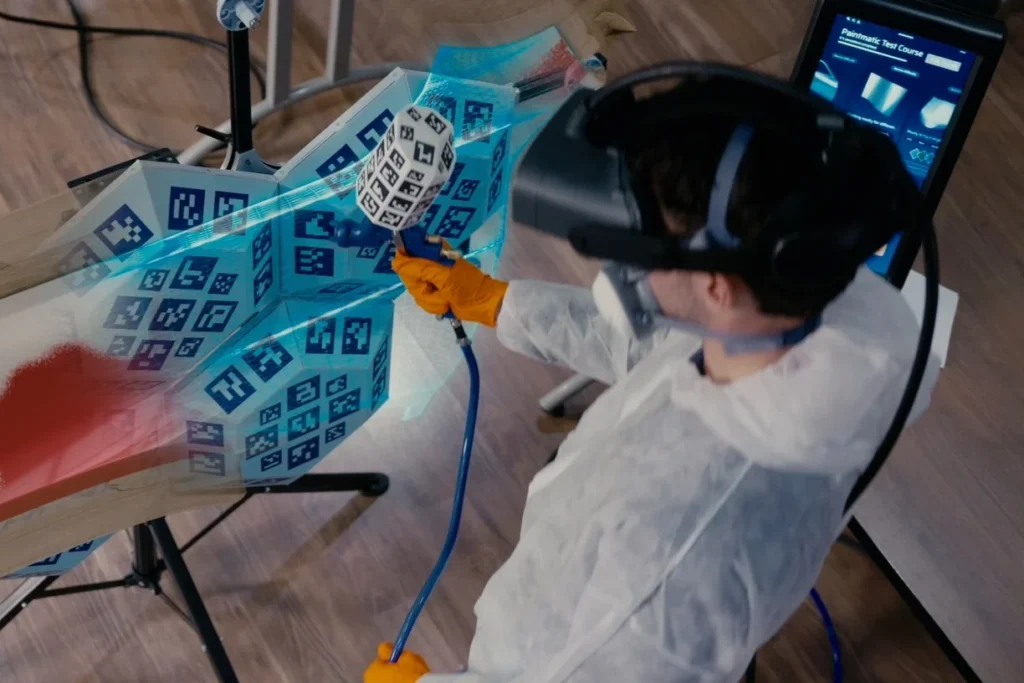
تُعد تقنية الواقع المعزز ذات قيمة خاصة في مجال الطلاء بالرش الصناعي، لأنها تتيح للمتدربين التدرب على الحركات اليدوية في مساحة مادية حقيقية مع تلقي التوجيه والتحليل الرقمي. وبدلاً من استبدال الواقع ببيئة افتراضية بالكامل، تعمل تقنية الواقع المعزز على تعزيز تجربة التدريب في العالم الحقيقي.
محاكي الطلاء بالرش «سيبيري» مصمم ليكون حلاً تدريبياً جاهزاً للاستخدام يعتمد على الواقع المعزز، مخصصاً للرسامين الخبراء في المستقبل. قد تكون طرق الطلاء بالرش التقليدية غير فعالة ومحفوفة بالمخاطر ومكلفة وملوثة للبيئة، في حين أن التدريب القائم على الواقع المعزز يمكنه تحسين وقت التعلم، وخفض التكاليف، وزيادة المشاركة، وزيادة وقت الطلاء، والحد من الحوادث والتأثير البيئي.
يجمع جهاز المحاكاة بين منصة ATHP رئيسية، وسماعة رأس مزودة بنظام رؤية مجسمة، ومسدس رش واقعي، وقسائم تدريب ModulAR، ومنصة عمل. كما يتضمن عناصر واقعية مثل معدات الحماية الشخصية الأصلية، ومسدسات رش حقيقية ذات وزن وأدوات تحكم حقيقية، وقطع غيار مستوحاة من التطبيقات الصناعية الشائعة، ورسومات عالية الواقعية تعتمد على تقنية PBR وتتبع الأشعة، ومحاكاة معايرة، وتحليل جودة الطلاء والعيوب، وصوت مستمد من اختبارات حقيقية.
بالنسبة للمدربين، يدعم هذا الحل augmented methodology أوسع نطاقًا: التدريب على أجهزة المحاكاة، والاتصال بنظام إدارة التعلم (LMS)، والوصول إلى الدورات التدريبية، والتدريب المرن، وإدارة أسهل للطلاب على مختلف المستويات، وبوتيرة مختلفة، وفي مواقع متنوعة. وهذا يجعله مناسبًا بشكل خاص للمدارس المهنية، ومراكز التدريب الصناعي، والشركات التي تحتاج إلى تحسين مهارات عمال الطلاء مع تقليل استهلاك المواد، والمخاطر، والاعتماد على المختبرات.
كما أن أنواع الوصلات مهمة أيضًا. ومن أكثرها شيوعًا: الوصلات التناكبية، والوصلات المتداخلة، والوصلات على شكل حرف T، والوصلات الزاوية، ووصلات الحواف. وتتطلب كل وصلة إعدادًا وتقنية لحام محددة.
تُشكل أوضاع اللحام صعوبة إضافية. عادةً ما تكون الأوضاع المسطحة والأفقية أسهل للمبتدئين، في حين يتطلب اللحام الرأسي وفوق الرأس تحكماً أكثر تقدماً. وغالباً ما يتطور التدريب المنظم على اللحام تدريجياً من الأوضاع الأساسية إلى الأوضاع الأكثر تعقيداً.
مهارات طلاء أكثر ذكاءً للصناعة الحديثة
لا يزال الطلاء بالرش الصناعي عنصراً أساسياً لضمان الجودة والمتانة وأداء المنتج، لكنه يتطلب أيضاً الدقة والسلامة والاستدامة. وفي الوقت الذي تبحث فيه الصناعات عن طرق أكثر كفاءة لتدريب العمال، والحد من النفايات، وتوحيد النتائج، توفر الواقع المعزز جسراً عملياً بين تنمية المهارات اليدوية الفعلية وتحليل الأداء الرقمي.
يجلب جهاز محاكاة الطلاء بالرش باستخدام تقنية الواقع المعزز (AR) من شركة «سيبيري» هذا الجسر إلى بيئة التدريب، مما يساعد طلاءي المستقبل على التدرب أكثر، والتعلم بشكل أسرع، والاستعداد للتطبيقات الصناعية الفعلية بثقة أكبر.
كما أن دقة التركيب أمر مهم أيضًا. فإذا كانت الأجزاء غير متوازنة أو كانت الفجوة غير متسقة، فسيواجه عامل اللحام صعوبة أكبر في الحفاظ على خط لحام متجانس. وتساعد اللحامات المؤقتة والمشابك والقياسات الصحيحة في الحفاظ على ثبات قطعة العمل أثناء عملية اللحام.