
Otomotiv sektöründe sprey boyama, en zorlu el becerilerinden biridir. İster orijinal ekipman üreticisi (OEM) üretim hatlarında ister kaza onarım atölyelerinde olsun, kusursuz ve dayanıklı bir yüzey elde etmek için hassasiyet, tutarlılık ve teknik uzmanlık gereklidir. Estetik yönünün ötesinde, boya kalitesi araçları korozyondan, çevresel etkenlere maruz kalmaktan ve uzun vadeli aşınmadan korur.
Günümüzde otomotiv sprey boyama işlemleri de sıkı çevre ve güvenlik standartlarına uymak zorundadır. Emisyon kontrolü, uygun havalandırma ve malzemelerin güvenli kullanımı, modern boyama işlemlerinin vazgeçilmez unsurlarıdır. Kalite beklentileri artmaya devam ettikçe, en iyi uygulamaları benimsemek sadece görsel sonuçlar açısından değil, aynı zamanda verimlilik, sürdürülebilirlik ve yasal düzenlemelere uyum açısından da hayati önem taşımaktadır.
Otomotiv Sprey Boyamanın Temel Unsurları
Otomotiv sprey boyama işlemi genellikle HVLP veya HTE püskürtme tabancaları gibi profesyonel sistemler kullanılarak astar, ana kat ve şeffaf katın uygulanmasını içerir. Ekipman ne kadar gelişmiş olursa olsun, sonuç nihayetinde boyacının el becerisine bağlıdır.
Yüksek kaliteli yüzeyler şunlara bağlıdır:
Bu değişkenlerdeki hassasiyet, homojen bir kaplama, doğru film kalınlığı ve kusurların en aza indirilmesini sağlar.

Otomotiv Sprey Boyama Alanında En İyi Uygulamalar

1. Yüzey Hazırlığı: Kalitenin Temeli
Mükemmel bir sonuç, ilk kat boya uygulanmadan çok önce başlar. Yüzey hazırlığı, genellikle genel kalitenin belirleyici unsurudur.
Önemli adımlar şunlardır:
- Kapsamlı temizlik ve yağdan arındırma
- Kaplama sistemi gerekliliklerine uygun şekilde doğru zımparalama
- Kontaminasyonu önlemek için özenli maskeleme
- Kontrollü kabin ortamı (sıcaklık ve nem)
- Yetersiz hazırlık, yapışma sorunlarına, balık gözü oluşumuna ve kaplamanın erken bozulmasına yol açabilir.
2. Mesafe, Açı ve Hızın Kontrolü
Püskürtme tekniği, kaplama performansını doğrudan etkiler. Otomotiv sektöründe sprey boyama işleminde en önemli değişkenler mesafe, açı ve hızdır.
| Parametre | Önerilen Uygulama | Yanlış olması durumunda ortaya çıkabilecek risk |
| Yüzeye olan mesafe | Yaklaşık 15–20 cm | Çok yakın: sarkma; Çok uzak: kuru püskürtme |
| Püskürtme açısı | 90° (dik) | Düzensiz film kalınlığı |
| Hareket hızı | Sabit ve kontrollü | Portakal kabuğu görünümü veya düzensiz kaplama |
| Üst üste binme | Her geçişte %60–70 | Çizgiler veya yetersiz kaplama |
Hareketlerin ve hizalamanın tutarlı bir şekilde sürdürülmesi, kaplamanın eşit bir şekilde yayılmasını sağlar ve portakal kabuğu görünümü veya sarkma gibi yaygın kusurları önler.
3. Ekipmanın Doğru Kullanımı

Profesyonel püskürtme tabancaları şunların kontrolünü sağlar:
- Akışkan akışı
- Fan genişliği
- Hava basıncı
- İki aşamalı tetik serbest bırakma
Doğru ayar, uygun püskürtmeyi sağlar; bu da yüzey kalitesini ve kusurların önlenmesini doğrudan etkiler. Aşırı basınç, aşırı püskürtmeye neden olabilirken, yetersiz basınç ise yetersiz kaplama veya portakal kabuğu görünümüne yol açabilir.
Düzenli temizlik, basınç kontrolleri ve püskürtme desen testleri, tutarlı ve yüksek kaliteli otomotiv boyama sonuçlarını garanti altına almak için vazgeçilmez en iyi uygulamalardır.
Otomotiv sprey boyama alanında ekipman ayarları, teknik kadar önemlidir. Püskürtme tabancaları doğru şekilde ayarlanmamış veya bakımları yapılmamışsa, deneyimli boyacılar bile tutarsız sonuçlar elde edebilir.
Çoğu boyama uzmanı, HVLP (Yüksek Hacimli Düşük Basınçlı) veya HTE sistemleriyle çalışır. Profesyonel boyacıların çoğu , boya aktarım verimliliğini artırmak ve aşırı püskürtmeyi azaltmak içinHVLP püskürtme tabancası teknolojisini kullanır ; bu da malzeme israfını en aza indirmeye ve daha homojen bir kaplama sağlamaya yardımcı olur.
4. Kuru Film Kalınlığının İzlenmesi
Kuru film kalınlığı (DFT), dayanıklılık, parlaklık koruma ve korozyon direnci açısından hayati bir rol oynar. Malzemenin fazla olması çatlamaya veya çözücü kalıntılarına neden olabilir; az olması ise koruma özelliğini zayıflatabilir.
Profesyonel boyacılar, üretici spesifikasyonlarına uygunluğu doğrulamak için DFT değerini ölçer ve analiz eder. Gelişmiş eğitim ortamlarında artık gerçek zamanlı film kalınlığı analizi yer almakta olup, bu sayede eğitim alanlar, uygulanan tekniğin kaplama kalınlığını nasıl doğrudan etkilediğini anlayabilmektedir.
5. Kusurların Tespiti ve Önlenmesi
Kusur tespiti, otomotiv boyama sektöründe hayati öneme sahip bir beceridir. Sık karşılaşılan sorunlar arasında şunlar yer alır:
- Portakal kabuğu: Yanlış püskürtme veya hız nedeniyle düzensiz doku
- Sarkma (akma): aşırı boya birikimi
- Kuru püskürtme: Aşırı mesafeden kaynaklanan pürüzlü yüzey
- Yetersiz kapsama: yetersiz örtüşme
Her bir kusurun temel nedenini anlamak, boyacıların basıncı, mesafeyi ve hareketi buna göre ayarlamasını sağlar.
Geleneksel Eğitimin Zorlukları
Geleneksel sprey boyama eğitimi, çeşitli zorluklar barındırmaktadır:
- Yüksek malzeme maliyetleri
- Boya ve sarf malzemesi tüketimi
- Uçucu organik bileşik (VOC) emisyonlarının çevresel etkileri
- Kimyasallara maruz kalma riski
- Tekrarlı alıştırma yapma imkânlarının kısıtlı olması
Dijitalleşme, endüstri çalışanlarının becerilerini geliştirmek için son derece etkili bir yöntem olarak öne çıkmıştır. Gerçek aletlerin dijital geri bildirimle birleştirilmesi sayesinde, eğitim daha güvenli, daha sürdürülebilir ve daha ölçeklenebilir hale gelebilir.

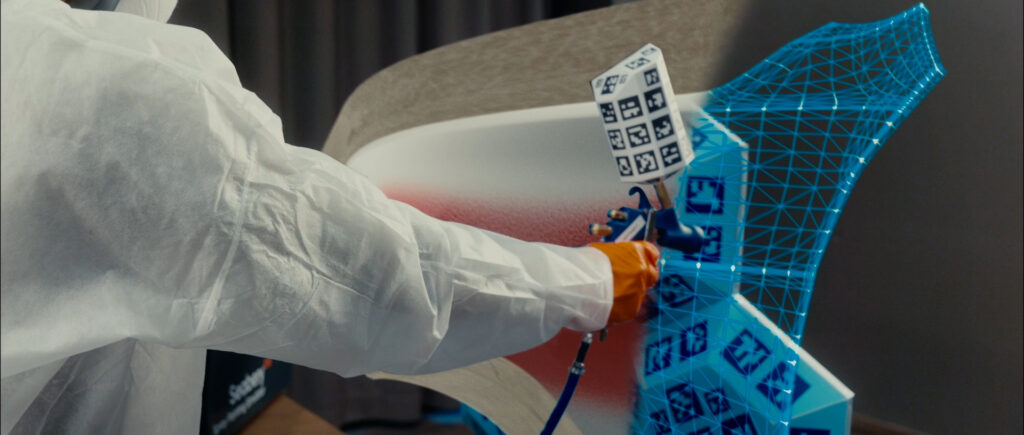
Otomotiv Boyama Eğitiminde Artırılmış Gerçeklik
El becerileri, gerçek ortamlarda gerçek hareketler gerektirir. Artırılmış gerçeklik (AR), eğitim alan kişilerin gerçek püskürtme tabancaları ve fiziksel bileşenlerle pratik yaparken dijital eklemeler ve performans analizleri alabilmelerini sağlar.
Modern AR tabanlı sprey boyama eğitim sistemleri şunları bir araya getirir:
- Derinlik algısı içeren stereoskopik artırılmış gerçeklik
- Gerçekçi kumanda düğmeleri ve ağırlığa sahip gerçek püskürtme tabancaları
- HD ses geri bildirimi
- Kaplama simülasyonu için hipergerçekçi grafikler
- Mesafe, açı ve hız için görsel kılavuzlar
- Gerçek zamanlı kusur tespiti (portakal kabuğu ve sarkma)
- Kuru film kalınlığı analizi
- Açı, hız, mesafe ve izlenen yola dayalı manuel beceri puanlaması
Bu sistemler ayrıca yapılandırılmış ders yönetimini destekleyerek, eğitmenlerin alıştırmalar oluşturmasına, iş parçalarını (kaput ve kapılar gibi otomotiv parçaları dahil) seçmesine, boya türlerini (düz veya metalik) ayarlamasına ve zorluk seviyelerini belirlemesine olanak tanır.
Seabery , Otomotiv Sektöründe Boyama Mükemmelliğini Nasıl Seabery ?
Seabery Spray Painting Simulator, gerçek endüstriyel püskürtme boyama koşullarını güvenli ve kontrollü bir artırılmış gerçeklik ortamında taklit etmek üzere tasarlanmıştır.
Bu çözüm şunları bir araya getirir:
- Gerçek PPE entegrasyonu
- Gerçekçi ağırlık ve kumandalara sahip gerçek püskürtme tabancaları
- Otomotiv endüstrisinde yaygın olarak kullanılan modüler eğitim parçaları
- Basınç, mesafe ve açının parametreye dayalı kontrolü
- Ayrıntılı kaplama kalitesi analizi
- Kusurların görselleştirilmesi ve vurgulanması
- Kurs ve öğrenci yönetimi için LMS entegrasyonu
Gelişmiş görüntü işleme teknolojileri ve gerçek ortam testlerine dayalı olarak gerçek dünyadaki boyama süreçlerini yüksek gerçekçilikle simüle ederek, Seabery , malzeme israfı veya çevresel etki olmaksızın yoğun ve tekrarlanabilir uygulamalar yapılmasını sağlar.
Sonuç olarak, beceri kazanımı hızlanır, performans objektif bir şekilde değerlendirilir ve gerçek otomotiv boyama uygulamalarına yönelik hazırlık düzeyi artar.
Otomotiv Sprey Boyama Sektörünün Geleceğini Şekillendirmek
Otomotiv sektöründe sprey boyama teknolojisi sürekli gelişiyor. Kalite standartları yükseldikçe ve sürdürülebilirlik bir öncelik haline geldikçe, eğitim yöntemlerinin de buna uyum sağlaması gerekiyor.
Otomotiv sektöründe sprey boyamanın geleceği, her katın en yüksek kalite ve performans standartlarını karşılamasını sağlayan hassasiyet, dijitalleşme ve veriye dayalı beceri geliştirmeye dayanmaktadır.
